Attrezzatura per fotoincisioni

|

|
Articolo apparso su Model Time n. 109 e n. 110 di agosto e settembre 2005
La realizzazione di un modello costituisce
un’esperienza che determina in noi una grande soddisfazione per almeno due
ordini di motivazioni: in primo luogo costruiamo qualche cosa con le nostre
mani, un oggetto che prende forma sotto i nostri occhi per nostra opera e che
va a riprodurre un soggetto che già per sé stesso stimola il nostro interesse
ed alimenta la nostra passione; inoltre per giungere a tale risultato
utilizziamo delle tecniche, più o meno complesse a seconda del tipo di lavoro
che vogliamo affrontare, ma che comunque comportano l’impiego di attrezzature
che dobbiamo imparare ad usare; una volta che arriviamo a padroneggiare tali
tecniche ed attrezzature in modo adeguato otteniamo una soddisfazione ulteriore
i cui effetti non sono fine a sé stessi ma vengono trasferiti nell’oggetto al
quale stiamo lavorando, migliorandolo ed aumentando di conseguenza la
soddisfazione che ritraiamo dalla sua costruzione.
Facendo un passo ulteriore è possibile incrementare la soddisfazione finale estendendo a monte la portata del nostro intervento di creazione. Mi spiego: se noi riusciamo a costruire l’attrezzatura che ci permetterà di realizzare dei pezzi che andremo ad inserire nel nostro modello moltiplichiamo sensibilmente il livello di appagamento per il risultato che abbiamo ottenuto. La possibilità di realizzarsi le fotoincisioni in casa costituisce un enorme passo in avanti nel dettaglio od autocostruzione dei nostri modelli, una nuova dimensione in cui spaziare per ottenere parti dalla definizione altrimenti impensabile o particolari da riprodurre più volte con la stessa forma evitando un lavoro noioso e difficilmente perfetto.
Procedere alla costruzione dell’attrezzatura che ci necessita presenta inoltre almeno altri due vantaggi: innanzitutto sperimentiamo un’esperienza di lavoro nuova rispetto a quelle cui siamo abituati ampliando così le nostre capacità tecniche; dobbiamo stavolta utilizzare materiali e strumenti nuovi, costruire qualcosa che “funzioni” veramente; in secondo luogo otteniamo un risparmio a volte davvero cospicuo rispetto all’acquisto della stessa attrezzatura.
E’ proprio in quest’ottica multiforme che ho deciso di avventurarmi nella costruzione dell’attrezzatura per realizzare le fotoincisioni. Ho preso spunto da un prodotto disponibile sul mercato che avevo avuto occasione di esaminare e provare; il test aveva evidenziato alcuni aspetti di funzionamento migliorabili soprattutto per quanto concerne la vasca per la corrosione.
Facendo un passo ulteriore è possibile incrementare la soddisfazione finale estendendo a monte la portata del nostro intervento di creazione. Mi spiego: se noi riusciamo a costruire l’attrezzatura che ci permetterà di realizzare dei pezzi che andremo ad inserire nel nostro modello moltiplichiamo sensibilmente il livello di appagamento per il risultato che abbiamo ottenuto. La possibilità di realizzarsi le fotoincisioni in casa costituisce un enorme passo in avanti nel dettaglio od autocostruzione dei nostri modelli, una nuova dimensione in cui spaziare per ottenere parti dalla definizione altrimenti impensabile o particolari da riprodurre più volte con la stessa forma evitando un lavoro noioso e difficilmente perfetto.
Procedere alla costruzione dell’attrezzatura che ci necessita presenta inoltre almeno altri due vantaggi: innanzitutto sperimentiamo un’esperienza di lavoro nuova rispetto a quelle cui siamo abituati ampliando così le nostre capacità tecniche; dobbiamo stavolta utilizzare materiali e strumenti nuovi, costruire qualcosa che “funzioni” veramente; in secondo luogo otteniamo un risparmio a volte davvero cospicuo rispetto all’acquisto della stessa attrezzatura.
E’ proprio in quest’ottica multiforme che ho deciso di avventurarmi nella costruzione dell’attrezzatura per realizzare le fotoincisioni. Ho preso spunto da un prodotto disponibile sul mercato che avevo avuto occasione di esaminare e provare; il test aveva evidenziato alcuni aspetti di funzionamento migliorabili soprattutto per quanto concerne la vasca per la corrosione.
Il lavoro affrontato può suddividersi in quattro
parti:
1) Costruzione della vasca per la corrosione
2) Costruzione del bromografo
3) Sperimentazione di un’alternativa per la fotosensibilizzazione delle lastre metalliche
4) Verifica del procedimento
1) Costruzione della vasca per la corrosione
2) Costruzione del bromografo
3) Sperimentazione di un’alternativa per la fotosensibilizzazione delle lastre metalliche
4) Verifica del procedimento
1) Vasca per la corrosione
Il
modello originale era costruito in plexiglass, materiale leggero e robusto ma
soggetto a rigarsi. Dopo una prima soluzione mista con vetro e plexiglass che
però dava problemi di incollaggio tra i due materiali, si è preferita una costruzione
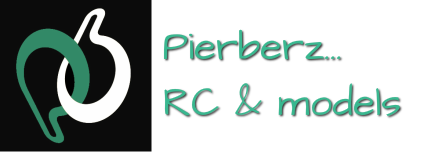
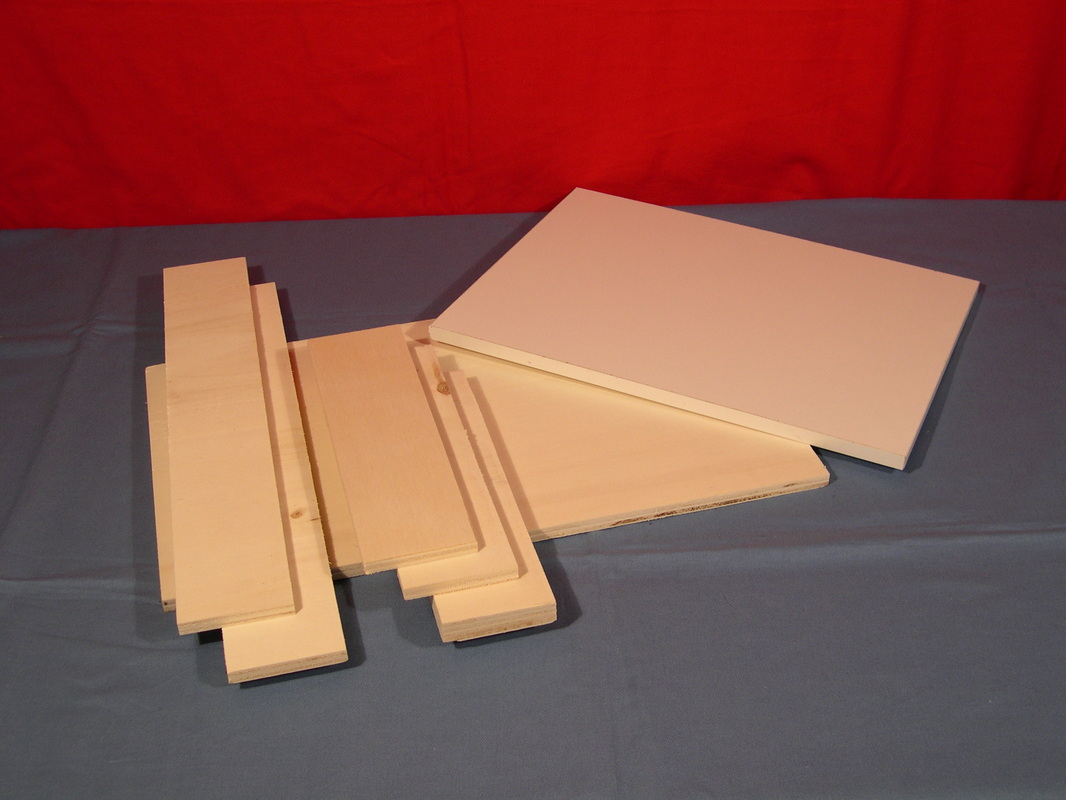
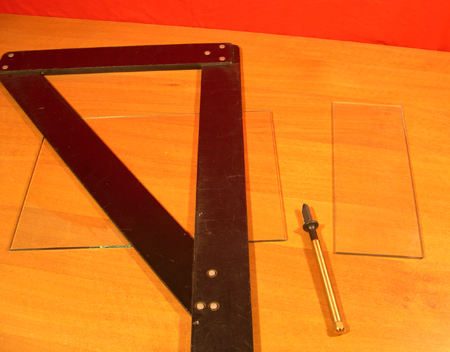
integralmente in vetro. Il primo passo consiste nel procurarsi cinque lastre di
vetro, tre delle quali rettangolari per le pareti verticali e per la base, due
trapezoidali per le pareti laterali.

Lo
spessore scelto per il vetro è di mm. 5 per le pareti verticali e mm. 6 per
quelle laterali e la base. L’impiego del vetro permette l’utilizzo del silicone
come collante e questo rappresenta un vantaggio indiscutibile sia nella fase
del montaggio sia nel successivo utilizzo della vasca grazie alle sue
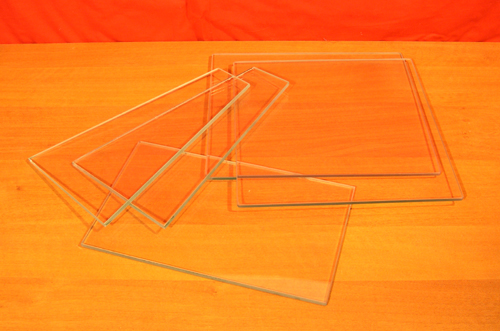
caratteristiche di resistenza meccanica e chimica. Per l’assemblaggio,
rifacendosi alla tecnica adottata nel montaggio degli acquari, si procede in
tre fasi successive: la prima prevede il fissaggio simultaneo dalla base, di
una parete verticale e di una laterale. Il problema principale consiste nel
tenere in posizione corretta le due pareti verticali tra di loro e rispetto
alla base. Sono tornati utili a questo scopo oggetti pesanti e squadrati che
hanno permesso di tenere ben ferme ed in quadro le varie lastre in attesa
dell’indurimento del silicone.
|
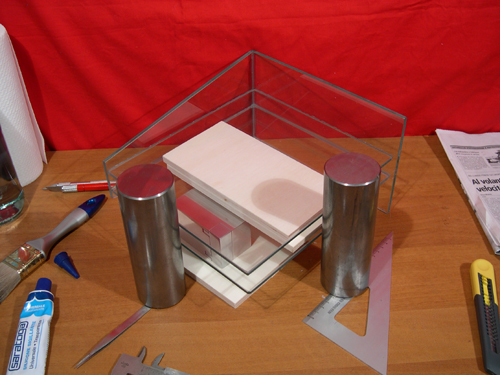
Con analogo procedimento si fissa successivamente l’altra parete verticale
ed, infine, quella laterale.

|
|
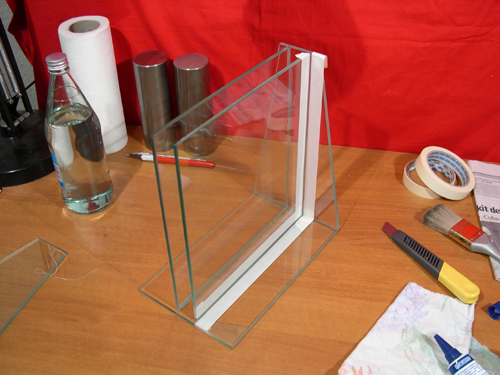
Il
fissaggio avviene applicando una striscia continua di silicone sul taglio delle
lastre mentre per sigillarle definitivamente si mascherano gli angoli in modo
da lasciare liberi circa 5 mm
dagli angoli stessi,
|
si
applica ancora il silicone che viene poi spalmato e premuto affinché penetri
bene in tutti gli interstizi;
|
per
svolgere questa operazione all’interno della vasca si è applicato un
cotton-fioc all’estremità di un tubo.
|

|

|

A questo
punto si toglie la mascheratura e si attende che il silicone indurisca
completamente. L’insieme così ottenuto si presenta estremamente solido e
robusto; particolare attenzione nella manipolazione si
deve riservare agli spigoli vivi finché non verranno opportunamente protetti
come si vedrà oltre. E’ ora opportuno procedere ad una prima verifica di tenuta
quindi si riempie la vasca di acqua e si controlla che non filtrino gocce anche
minuscole da nessuna parte. Nell’eventualità si tapperà la falla con il
silicone. La vasca così ottenuta misura cm. 25 di larghezza per cm. 27 di
altezza con una profondità interna di cm. 2,5. Queste misure permettono di
poter disporre anche un numero cospicuo di lastre da incidere all’interno della
vasca senza dover utilizzare una grande quantità di liquido e di contenere i
tempi di riscaldamento della soluzione.
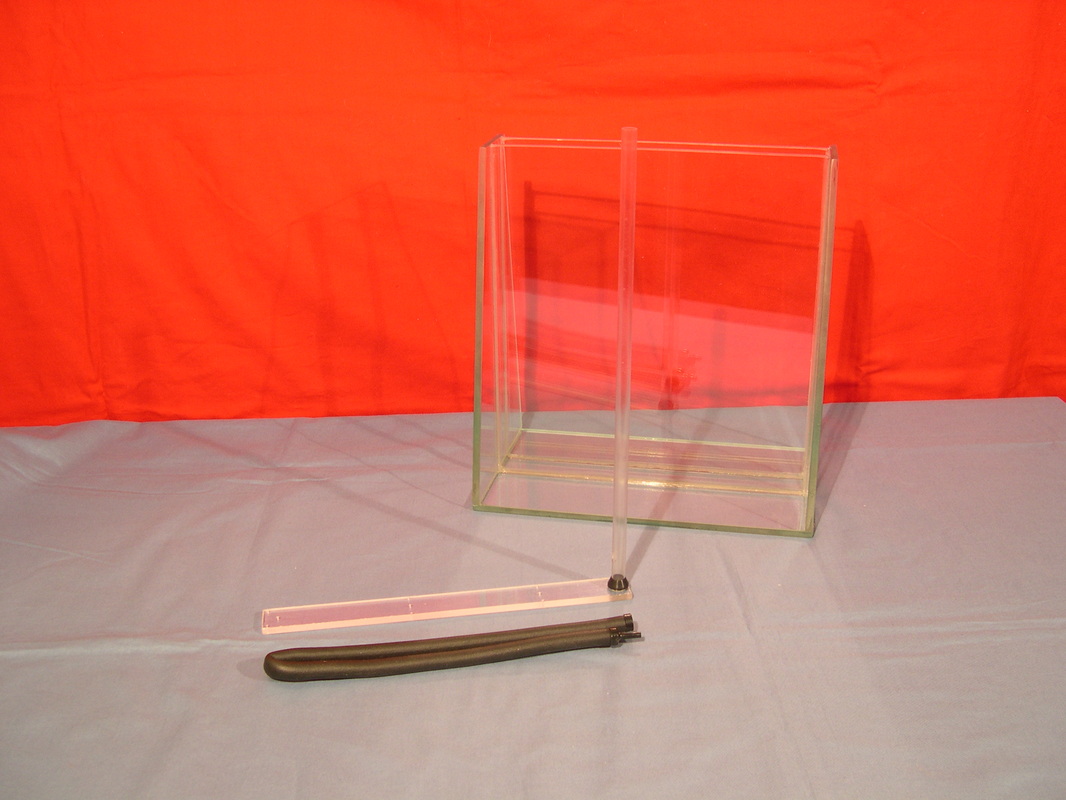
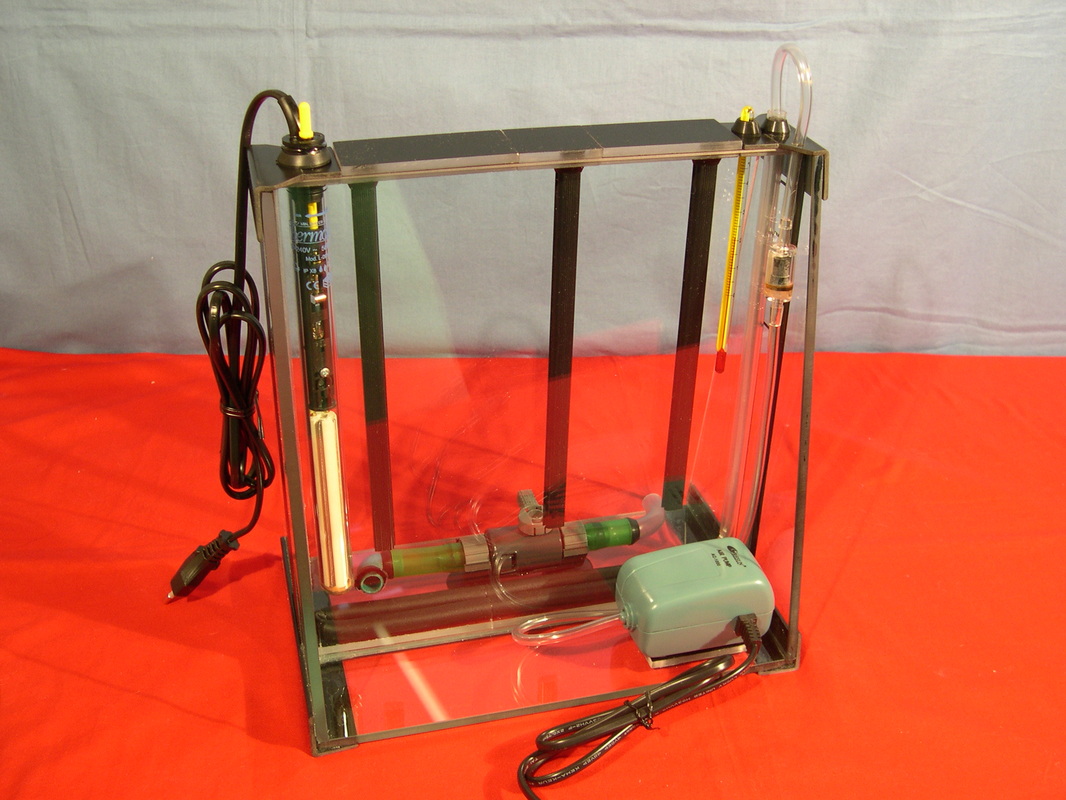
Completata
la struttura principale della vasca si va a predisporre il necessario per
l’aerazione. I materiali utilizzati sono una pompa ed un diffusore per acquari,
una lastra in plexiglass, un tubo di plastica ed uno in gomma trasparente. Si
taglia una striscia di plexiglass che possa adagiarsi sul fondo della vasca e
in quella si inserisce un tubo di plastica che servirà ad ospitare il tubo di
gomma proveniente dalla pompa e che si innesta nel diffusore. Il diffusore
viene fissato alla striscia in plexiglass con filo da pesca.
|

|
Questo sistema
di montaggio del diffusore presenta il non trascurabile vantaggio di poter
estrarre completamente l’insieme dalla vasca per la pulizia; il fondo della
vasca è infatti la parte dove si deposita la maggior parte dei residui della
corrosione che devono essere rimossi accuratamente per non “inquinare” una
soluzione nuova e per mantenere una aerazione efficiente.
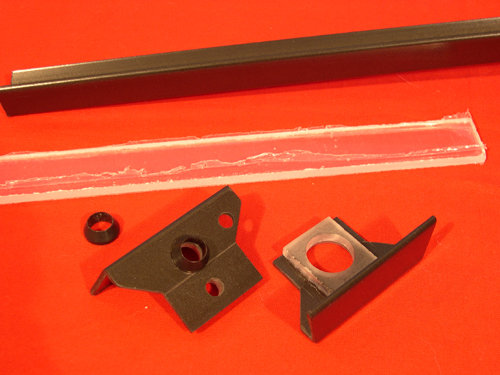
Si
prosegue a questo punto con la struttura superiore che serve da chiusura e da
sostegno alle parti da immergere; allo stesso tempo si applicano le opportune
protezioni necessarie per eliminare tutti gli spigoli vivi di vetro. Il
materiale impiegato in questa fase è composto ancora da lastre di plexiglass,
paraspigoli in PVC oltre a carta adesiva per la rifinitura. Con il paraspigoli
in PVC e pezzi di plexiglass adeguatamente sagomati si costruiscono i terminali
superiori laterali della vasca, che devono essere asportabili e prevedere gli
alloggiamenti per il riscaldatore, il termometro e il tubo per l’aerazione
descritto precedentemente.
Per
l’incollaggio delle parti in PVC e plexiglass tra di loro è stato utilizzato adesivo epossidico bicomponente
insieme a cianoacrilato per consentire un fissaggio più rapido. L’utilizzo
congiunto delle due colle, una per ottenere l’immediato fissaggio, l’altra per
renderlo più potente ed elastico, è una tecnica che si può utilizzare anche nel
montaggio di alcune parti dei nostri modelli, bisogna soltanto prestare
attenzione a non mischiare le due colle insieme. Prima dell’incollaggio le
parti vengono solamente sgrossate mentre i fori e le rifiniture vengono
apportate quando i pezzi sono ben saldati l’uno con l’altro. Come già per
l’insieme dell’aerazione, anche queste parti si possono posizionare ed
asportare con grande facilità in funzione di un rapido e semplice smontaggio per
lo svuotamento e la pulizia della vasca.
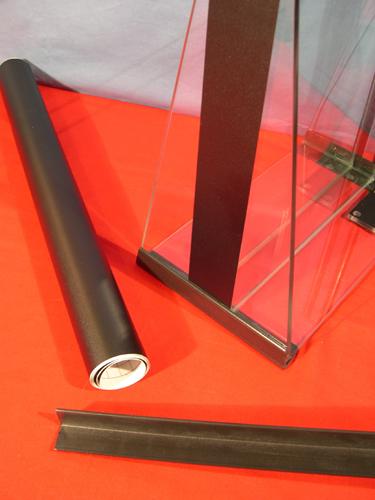
Il paraspigoli in PVC viene anche utilizzato per proteggere i due bordi inferiori e in questo caso vengono incollati direttamente alla vasca di vetro; quest’ultima viene poi rifinita con carta adesiva nera.

Un altro grosso
difetto della vasca presa a modello consisteva nella necessità di doverla
riempire sempre completamente con la soluzione corrosiva indipendentemente dal
numero di lastre che si dovevano incidere. Inoltre il supporto singolo ed il
sistema di fissaggio al supporto delle lastre costringeva ad incidere una
lastra alla volta, visto che lastre diverse necessitano di diversi tempi di corrosione.
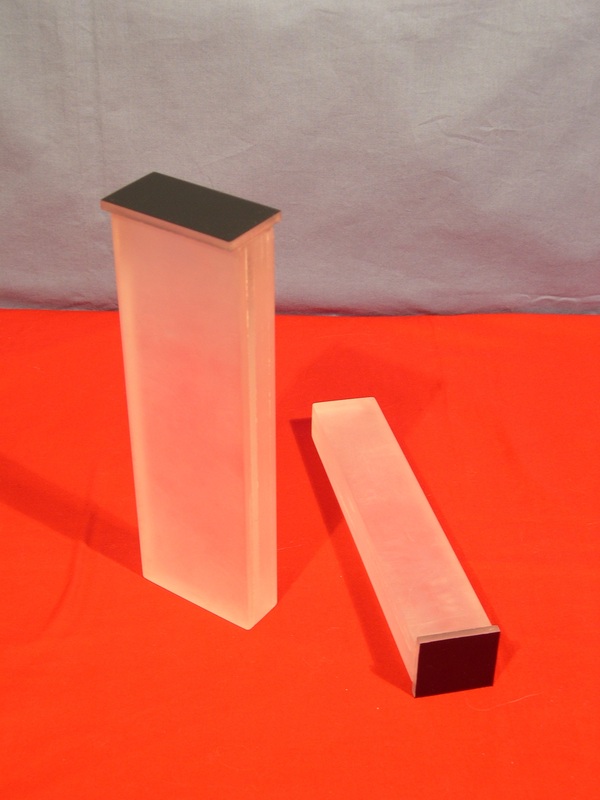
Per risolvere tutti questi problemi insieme si è pensato ad un sistema modulare
di chiusura composto da tre tipologie di elementi componibili tra di loro: il
coperchio semplice, il coperchio con blocco sottostante per ridurre il volume
interno della vasca, il coperchio con il supporto per le lastre da immergere.
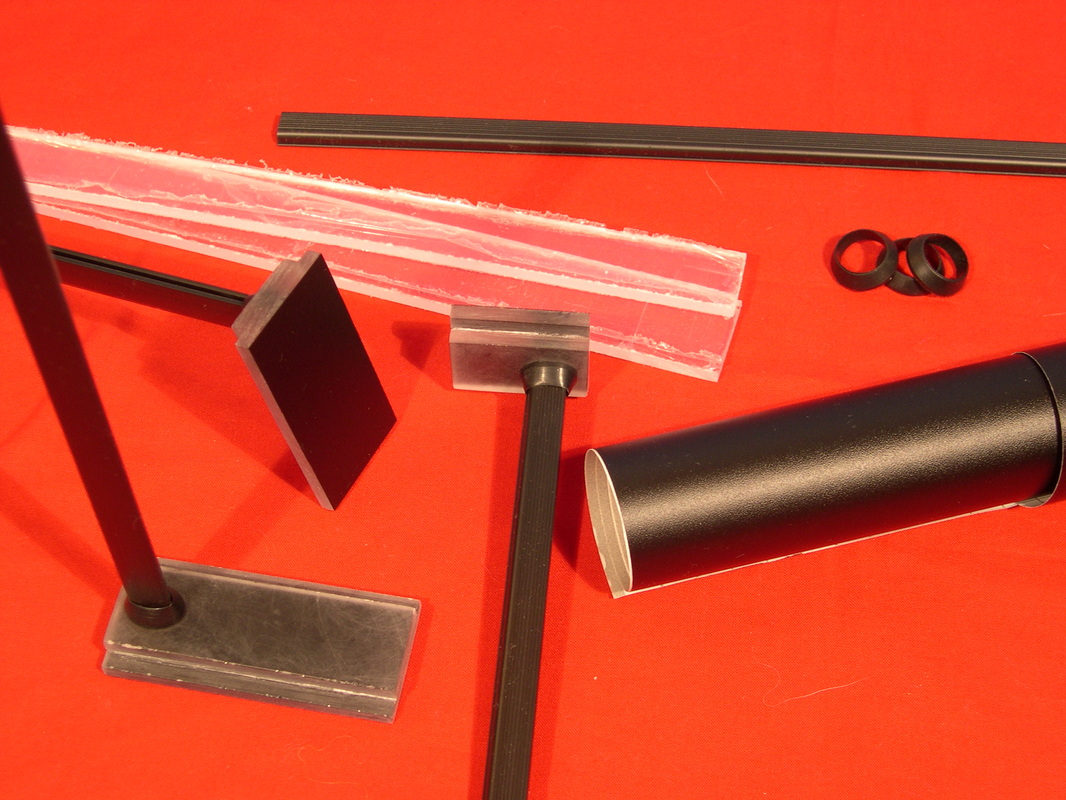
Ancora una volta le lastre di plexiglass costituiscono il materiale principale
utilizzato in questa fase, accompagnato dalle cornici per poster come supporti
per le lastre da fotoincidere, da guarnizioni in gomma e dalla carta adesiva.
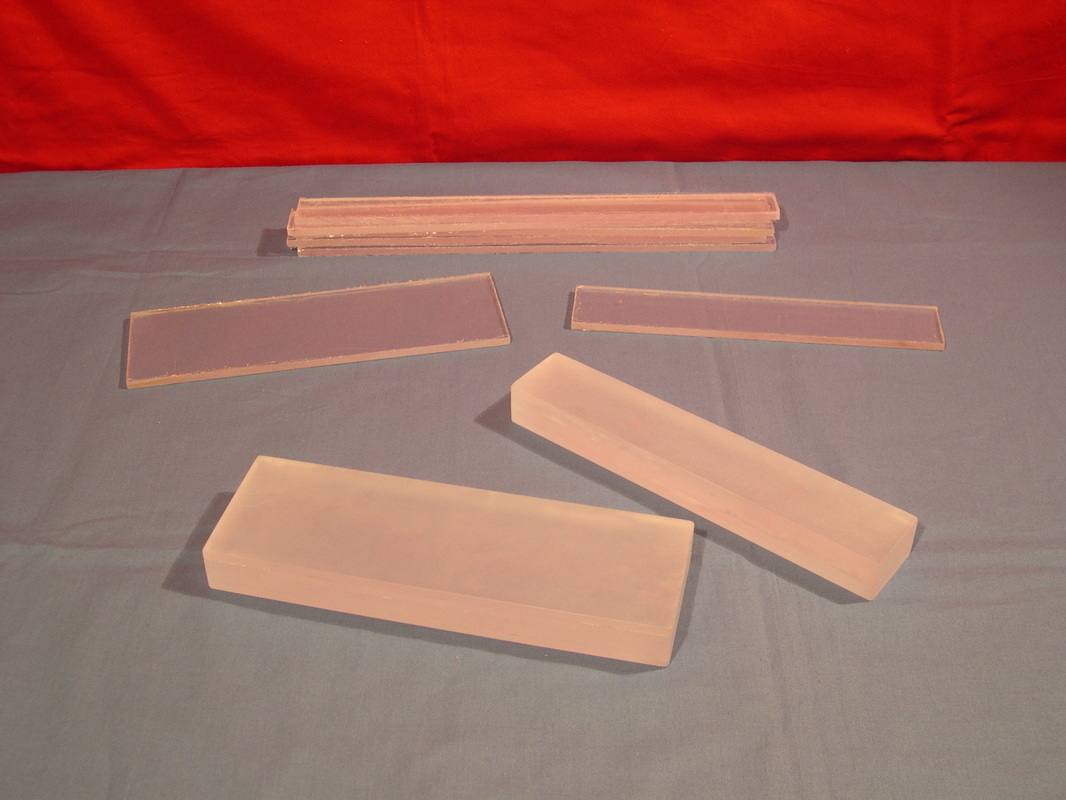
Mentre il
modello originale prevedeva un solo coperchio, nel nostro caso suddividiamo in
tre parti diverse fra loro la copertura della parte superiore della vasca: una
più piccola, una media ed una più grande. Per ognuna delle tre misure
costruiamo i tre tipi di coperchio elencati in precedenza così da poterli
combinare a seconda delle esigenze. Il coperchio “base” è costituito da due
pezzi di plexiglass incollati di diversa larghezza in modo da inserirsi sulla
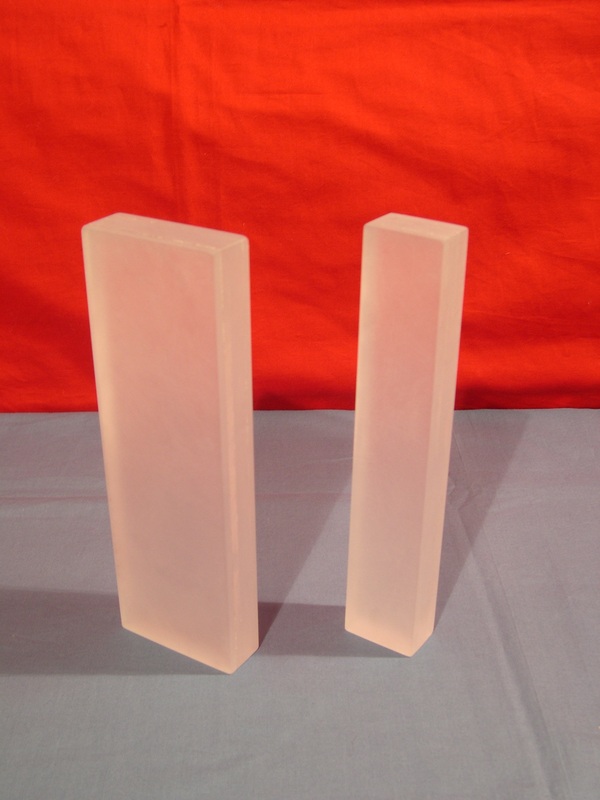
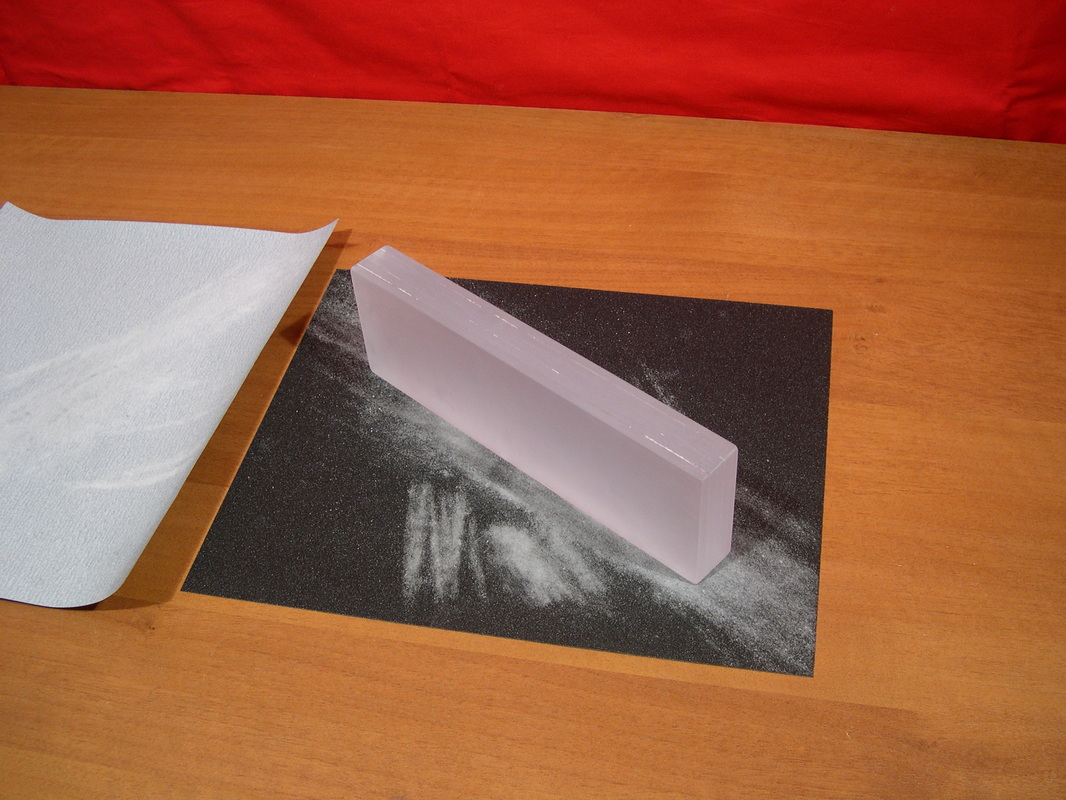
parte superiore della vasca senza potersi spostare. Per realizzare i blocchi che
riducono il volume interno si incollano insieme varie lastre di plexiglass successivamente rettificate con carta
vetrata così da ottenere dei
parallelepipedi; questi ultimi vengono
fissati ad un altro pezzo modulare rettangolare di plexiglass per tenerli in
posizione all’interno della vasca.
|
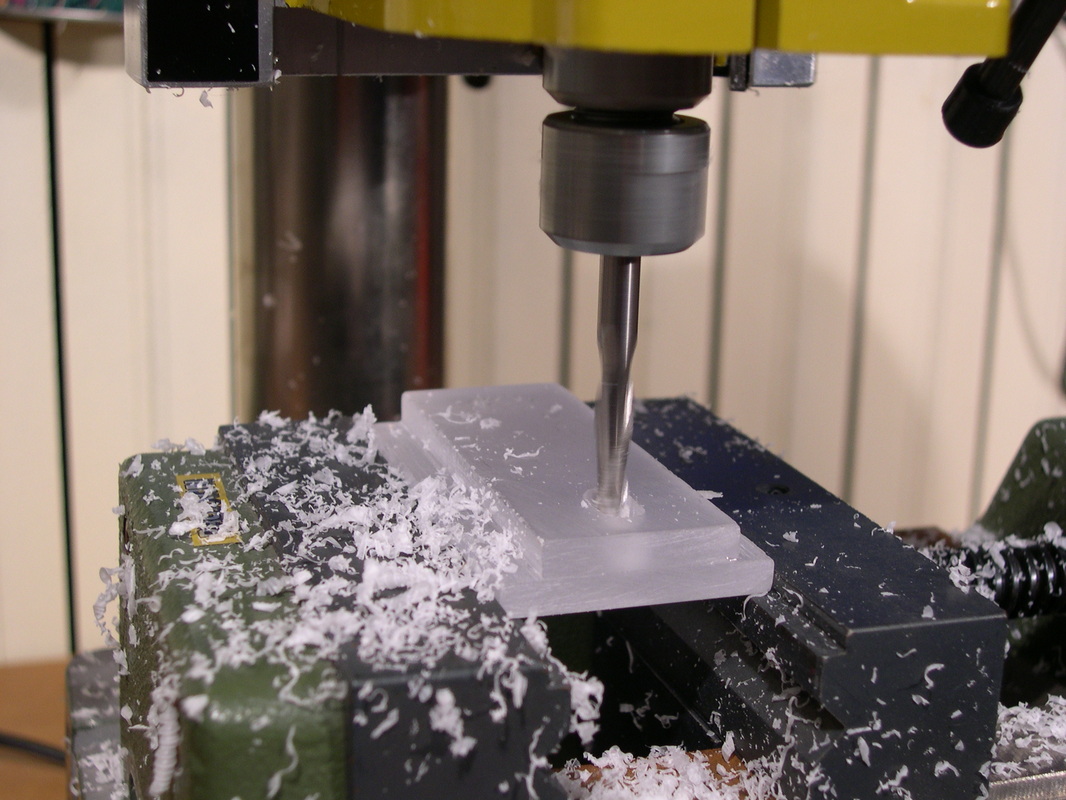
L’ultimo tipo di
coperchio, quello con il supporto per le lastre, è costituito anch’esso da due
strisce di plexiglass di diversa larghezza come il coperchio “base”; con
l’aiuto di una fresa si praticano dei fori in cui si
innestano con precisione le cornici da poster; queste ultime garantiscono
un’ottima presa delle lastre da incidere, permettono di disporne più di una
sullo stesso supporto e di poterle asportare separatamente a seconda dei
diversi tempi di corrosione di cui necessitano.

|
A seconda delle diverse combinazioni il volume
di soluzione impiegata può così variare da un massimo di 1,5 litri senza nessun
blocco, 1,35 litri
con il blocco piccolo, 1,2
litri con solo quello grande, 1 litro con entrambi i
blocchi in posizione. Il pregio innegabile di questo sistema è la versatilità:
possiamo limitare il riempimento della vasca se dobbiamo lavorare una sola
lastra o poche lastre piccole, estrarre dalla vasca una lastra alla volta e
quindi corrodere insieme lastre di differente materiale e spessore. A questo
proposito risulta preferibile disegnare separatamente i vari pezzi anziché
cercare di raggrupparli in un’unica lastra proprio per la variabilità dei tempi
di corrosione che richiede l’arresto del procedimento in momenti distinti anche
su lastre dello stesso spessore e materiale ma che comprendono pezzi dal
disegno diverso e posizionati in parti diverse della vasca. Non potendo impiegare
tempi differenziati si rischia sempre di non arrivare al punto giusto di
corrosione o di proseguire troppo a lungo e far cadere il pezzo sul fondo della
vasca.
La vasca originale causava grossi problemi nella
fase dello svuotamento: essa doveva essere presa in mano e piegata per far
fuoriuscire la soluzione corrosiva e ciò difficilmente accadeva senza
disperdere una certa quantità di liquido con conseguenze talvolta irreparabili
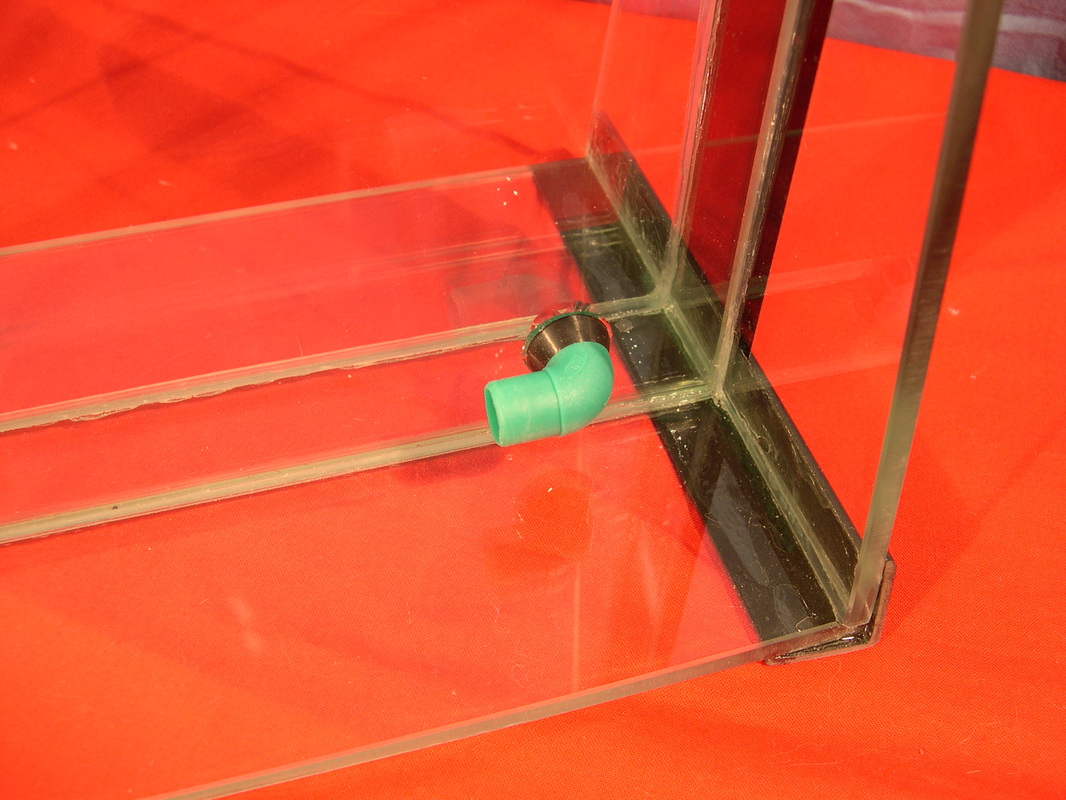
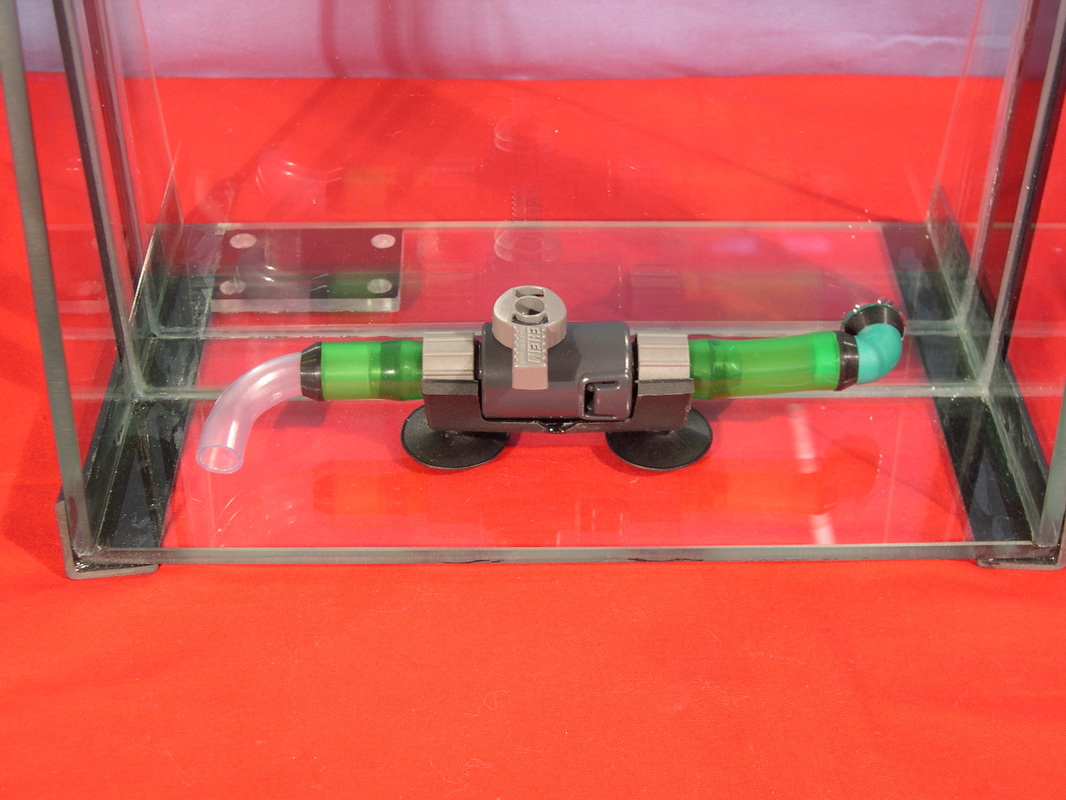
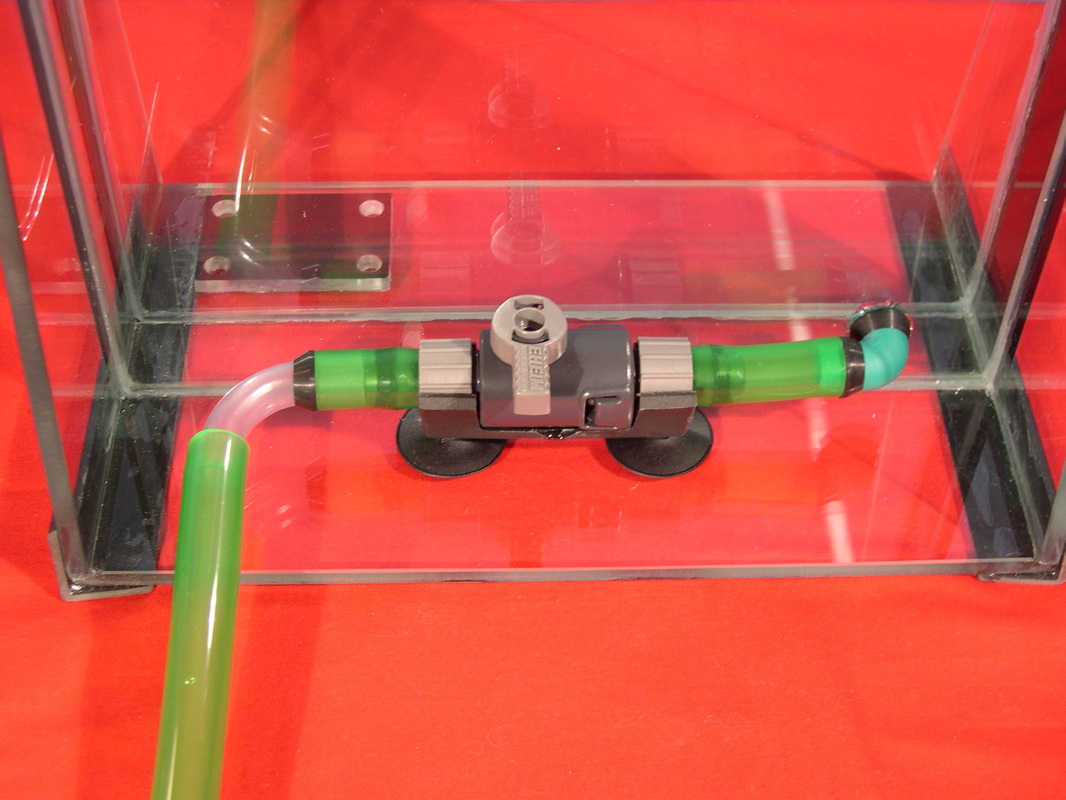
per i capi di abbigliamento. A questo proposito si è praticato un foro nella
parte inferiore della vasca in cui è stato incollato un piccolo giunto a gomito. Un rubinetto da acquario è stato installato a valle di tale
giunto con opportuni raccordi e fissato tramite due ventose alla base della
vasca. Quando si presenta la necessità
di svuotare la vasca è sufficiente attaccare un tubo di gomma al raccordo a
gomito finale, aprire il rubinetto e
far defluire tutta la soluzione direttamente nella bottiglia che la dovrà
contenere.
|

|
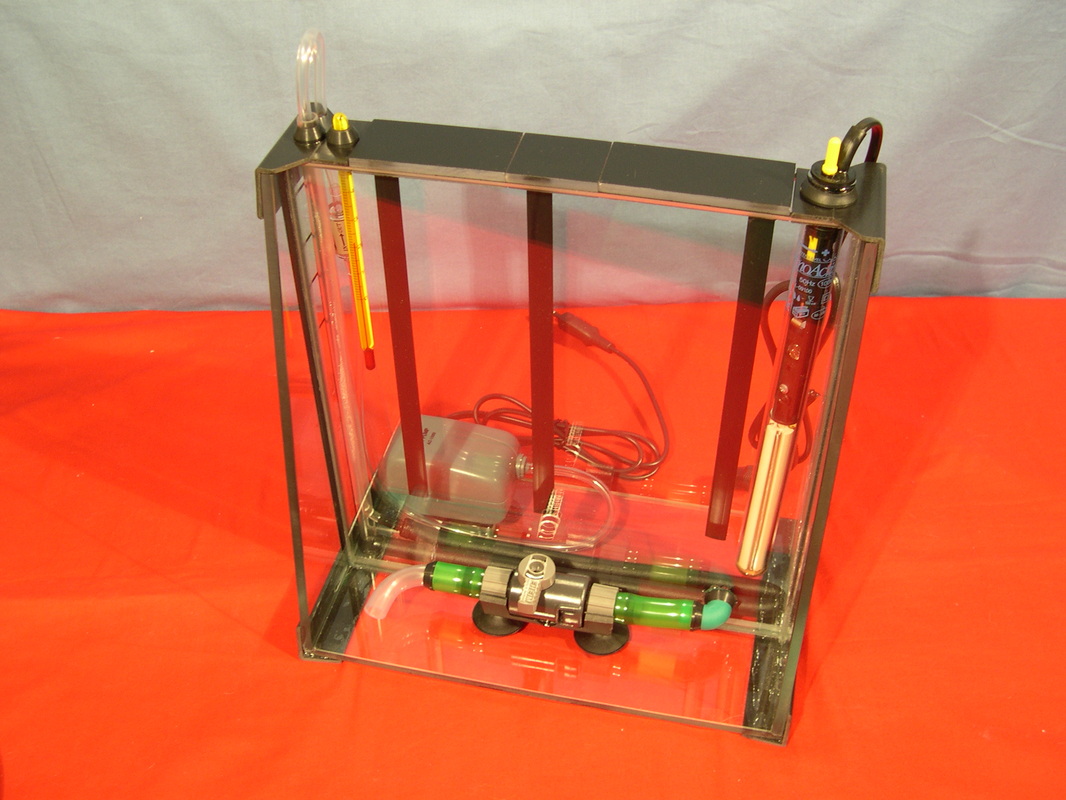
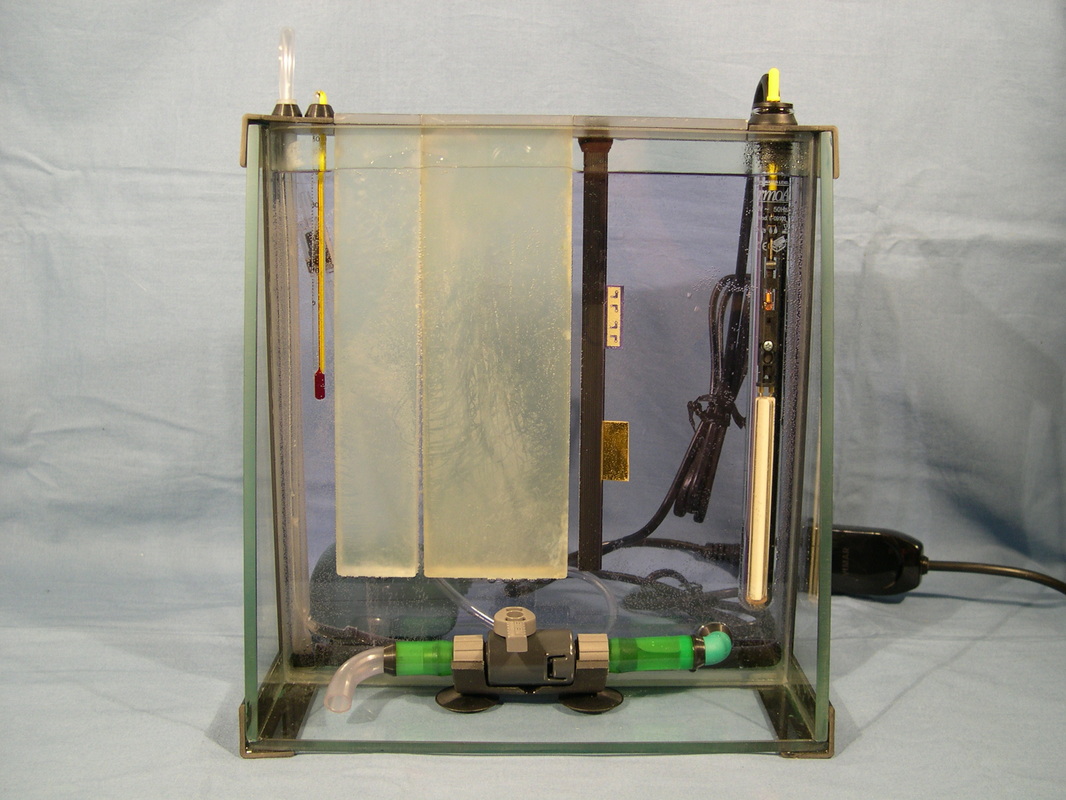
Si
possono ora aggiungere tutte le componenti acquistate già pronte all’uso come
la pompetta per l’aria, il riscaldatore ed il termometro, tutta attrezzatura per
acquariologia. La
pompetta viene fissata sulla base all’esterno della vasca su un supporto realizzato
in plexiglass mentre il
riscaldatore ed il termometro vengono infilati nei fori praticati sugli
elementi superiori laterali.

|

|
|
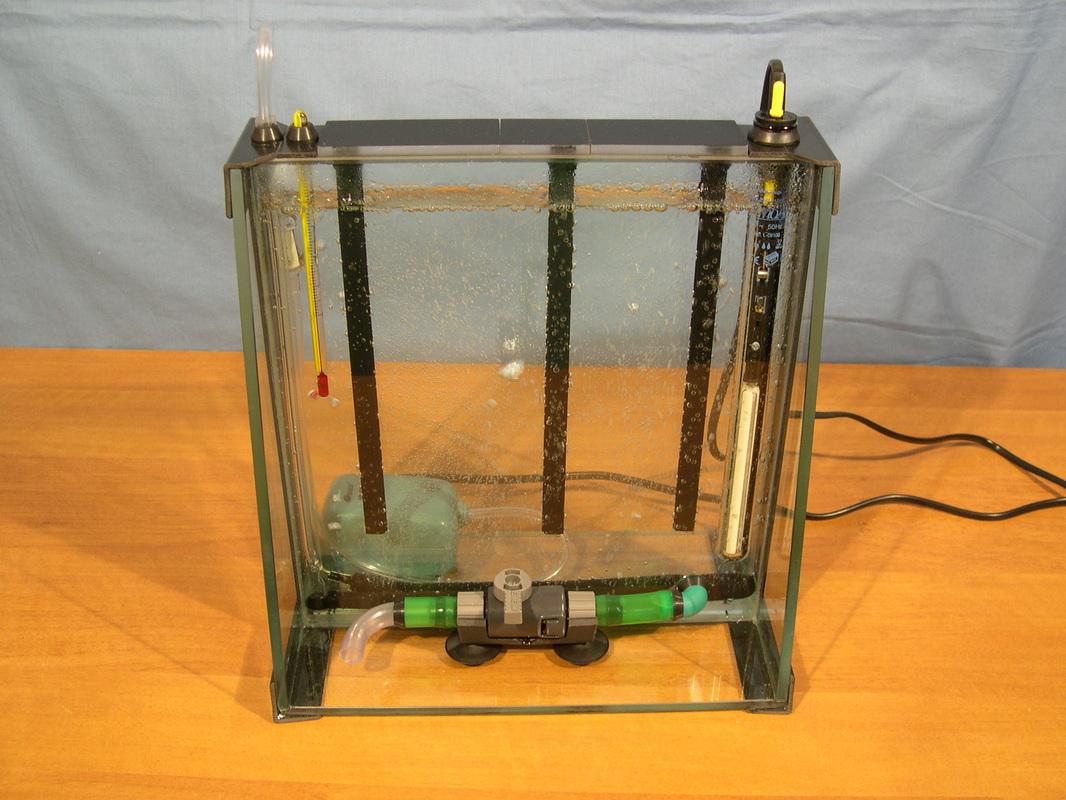
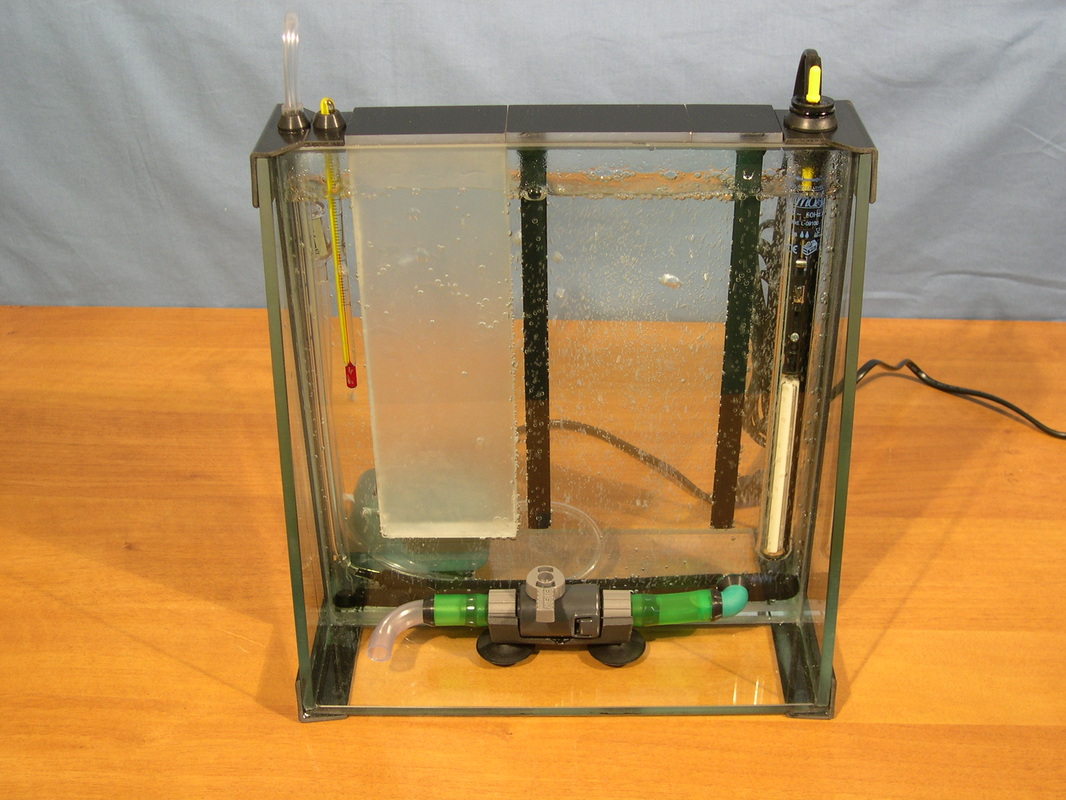
La vasca è ora completa in tutte le sue parti ed è giunto il momento di un primo collaudo con acqua per vedere se tutto funziona a dovere. Innanzitutto si verifica ancora la tenuta di tutte le lastre di vetro così come del foro per lo scarico. Poi si controlla che l’aerazione funzioni correttamente e si regola il riscaldatore in modo che raggiunga la corretta temperatura d’esercizio. Anche il sistema modulare di chiusura funziona egregiamente: varie combinazioni di blocchi in plexiglass, coperchi con o senza supporto possono essere ottenute a seconda delle esigenze di lavorazione. 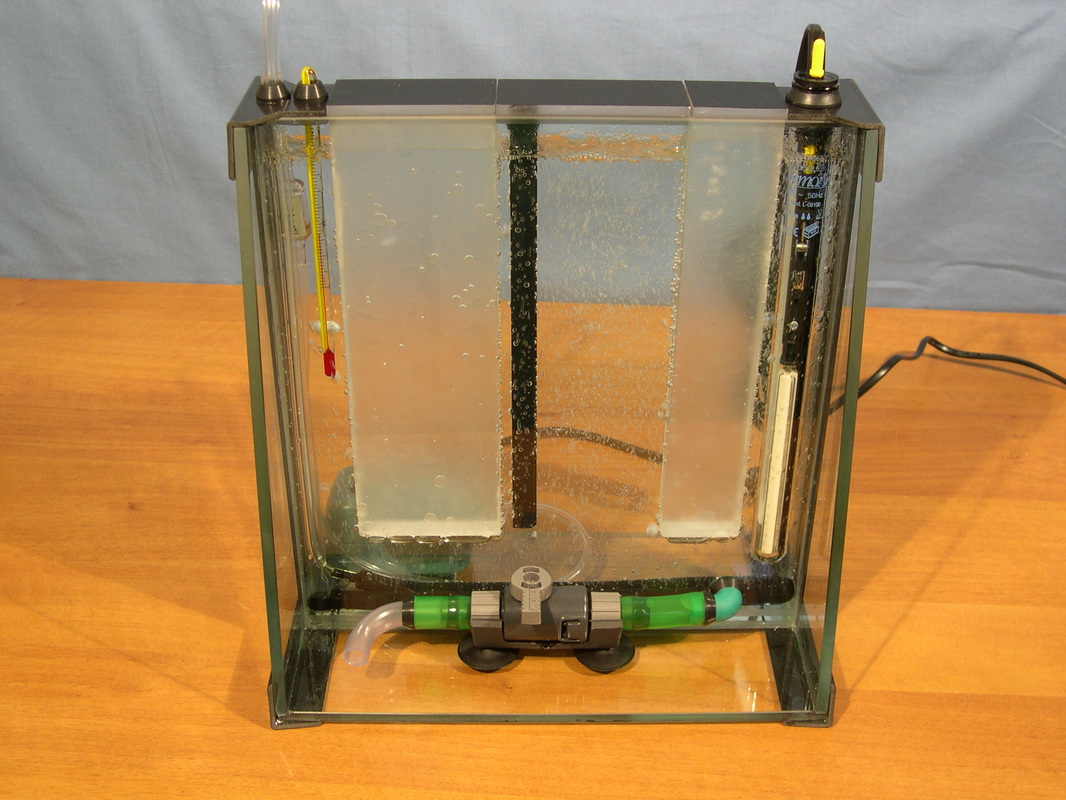
|
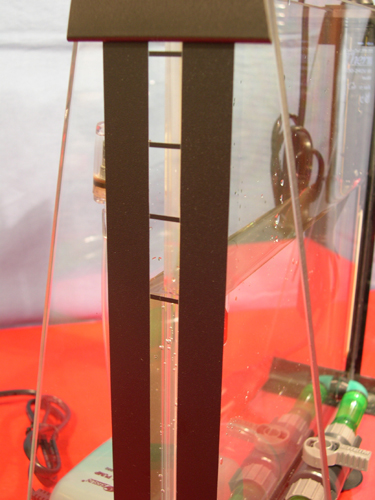
|
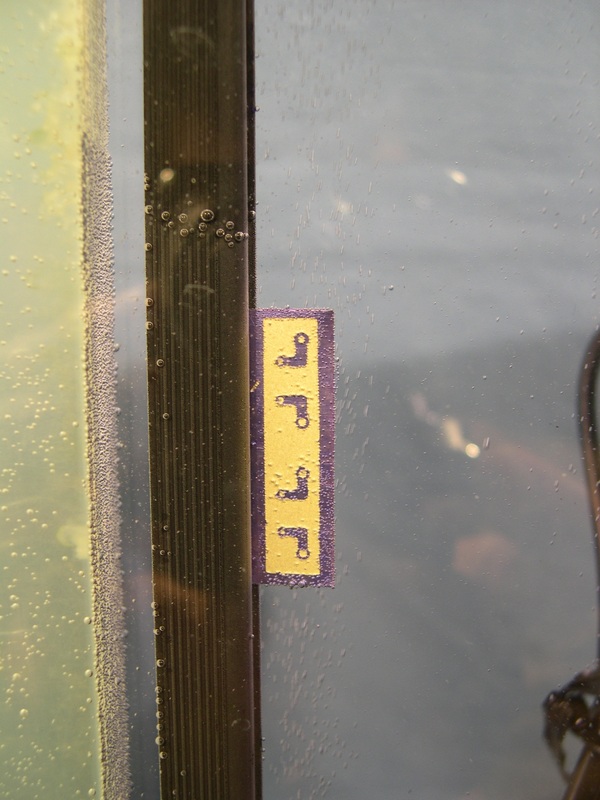
Per poter riempire la vasca al giusto livello prima di immergere i blocchi sono stati applicati dei riferimenti su di una parete laterale in corrispondenza dei diversi volumi di soluzione richiesta; è così sufficiente aggiungere liquido fino al livello desiderato per ottenere il completo riempimento dopo l’inserimento dei blocchi. Lo svuotamento avviene rapidamente e senza perdere una sola goccia di soluzione corrosiva.

|
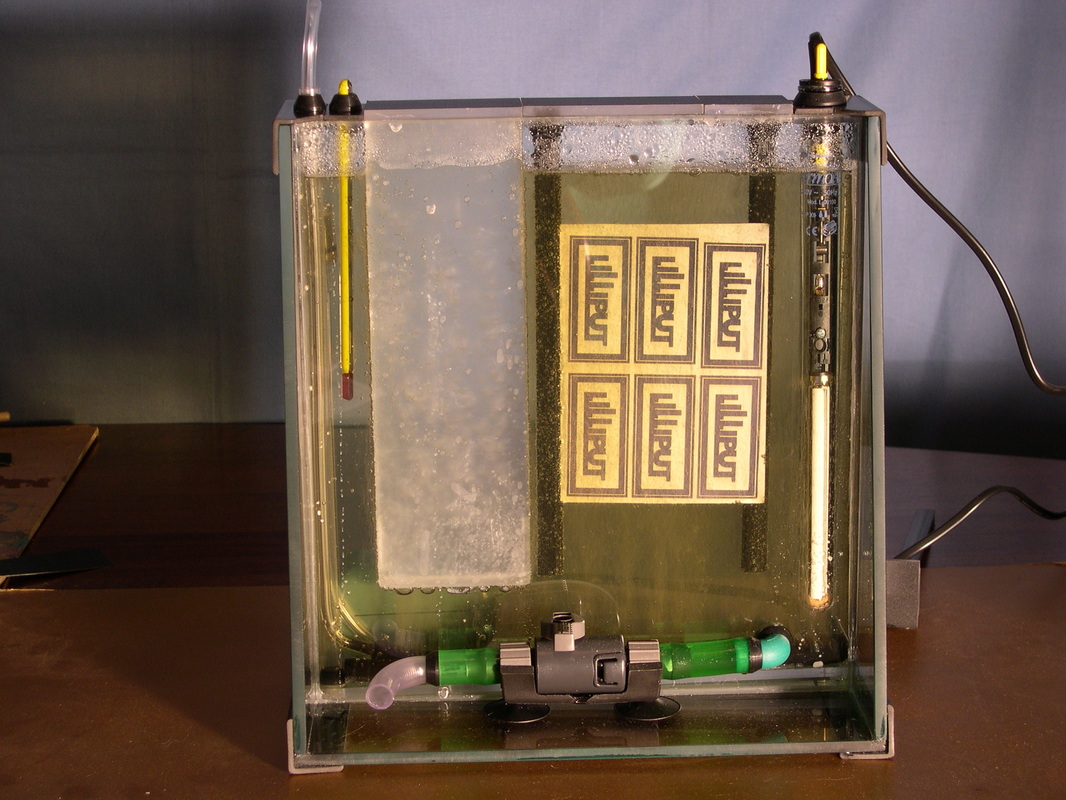
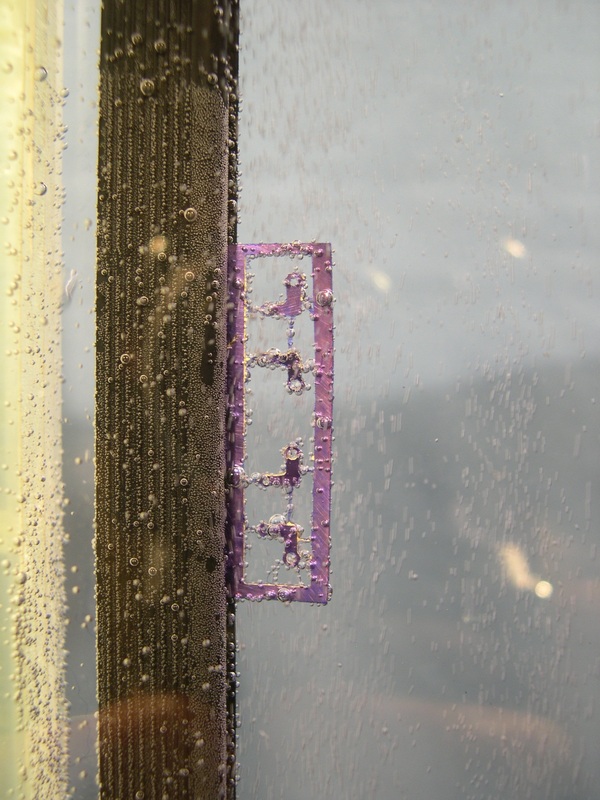
Arriva infine il tanto sospirato momento del
collaudo definitivo e si approfitta dell’occasione per realizzare le targhette
per l’associazione di modellismo di cui facci parte; viene aggiunto un blocco per ridurre opportunamente il
volume di soluzione necessaria in considerazione della larghezza della lastra e
si procede senza intoppi fino ad ottenere le targhette con il logo in rilievo.
|

|

Si tiene ancora ad rilevare l’importanza di poter smontare completamente tutte le componenti (escluse ovviamente le parti in vetro) in modo da poter pulire accuratamente ogni parte dell’attrezzatura e mantenerla così in perfetta efficienza.
Ciò permette inoltre di destinare ad altri impieghi la vasca quando non la usiamo per le fotoincisioni; in questo caso si raccomanda vivamente di sostituire la soluzione corrosiva con acqua pulita per evitare spiacevoli conseguenze all’ospite.
Ciò permette inoltre di destinare ad altri impieghi la vasca quando non la usiamo per le fotoincisioni; in questo caso si raccomanda vivamente di sostituire la soluzione corrosiva con acqua pulita per evitare spiacevoli conseguenze all’ospite.
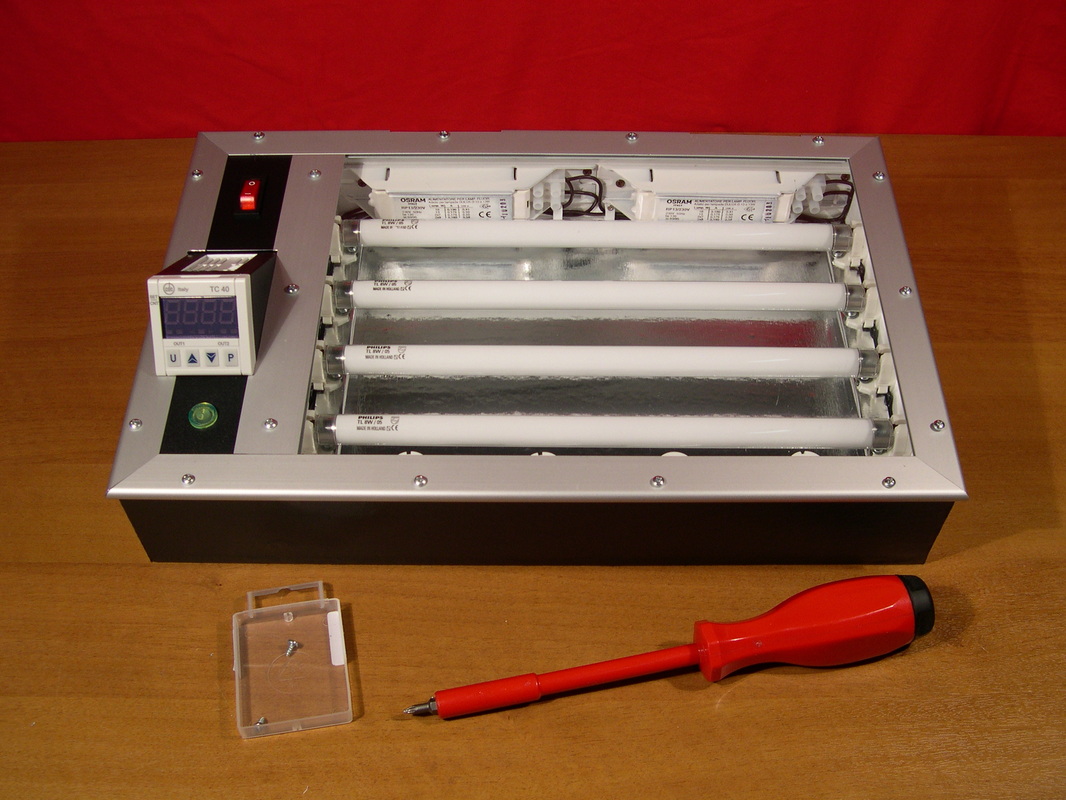
2) Bromografo
Per quanto
riguarda il bromografo, il modello originale
funzionava perfettamente e non si era rilevata la necessità di apportare particolari
migliorie. Si è pertanto proceduto alla riproduzione più fedele possibile
compatibilmente con i materiali a disposizione. Per l’involucro esterno si è
impiegato legno compensato dello spessore di mm. 10; l’utilizzo di lamiera di alluminio come sull’originale avrebbe
comportato maggiori problemi di lavorazione non giustificati da effettivi
vantaggi. La
scatola viene assemblata con chiodi e colla vinilica e successivamente trattata con cementite. Le dimensioni esterne sono di cm. 40
di larghezza, cm. 25 di profondità e cm. 8 di altezza.
|

|

|
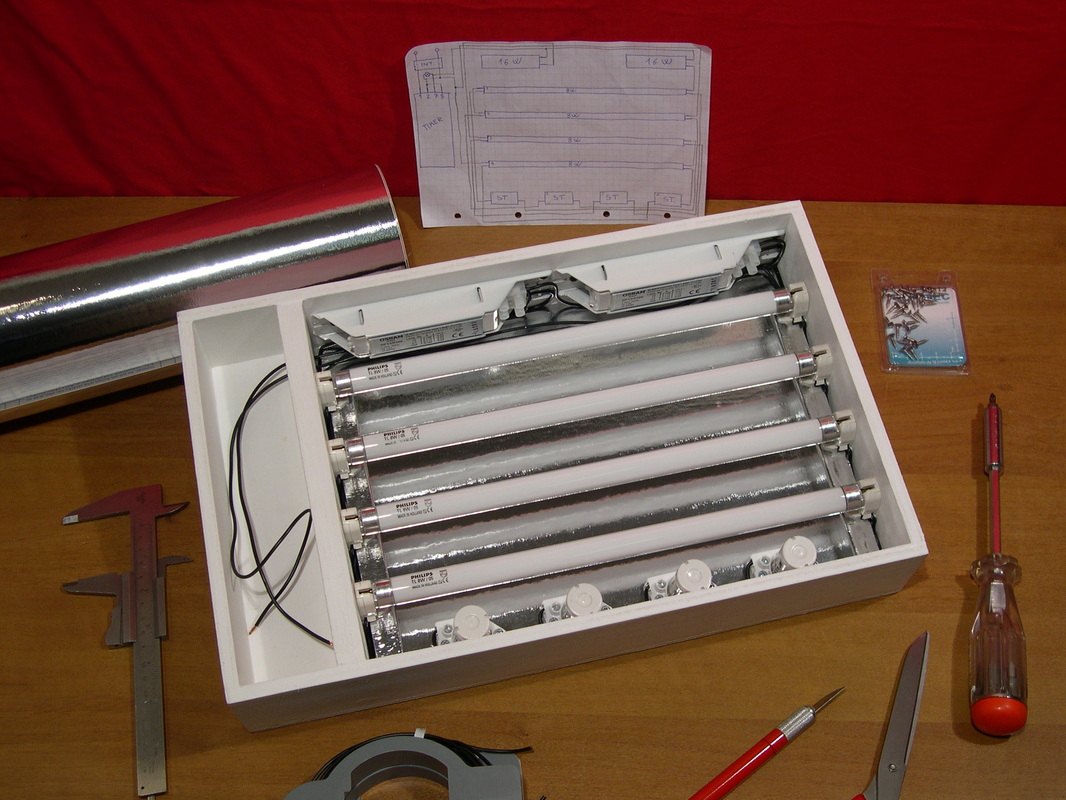
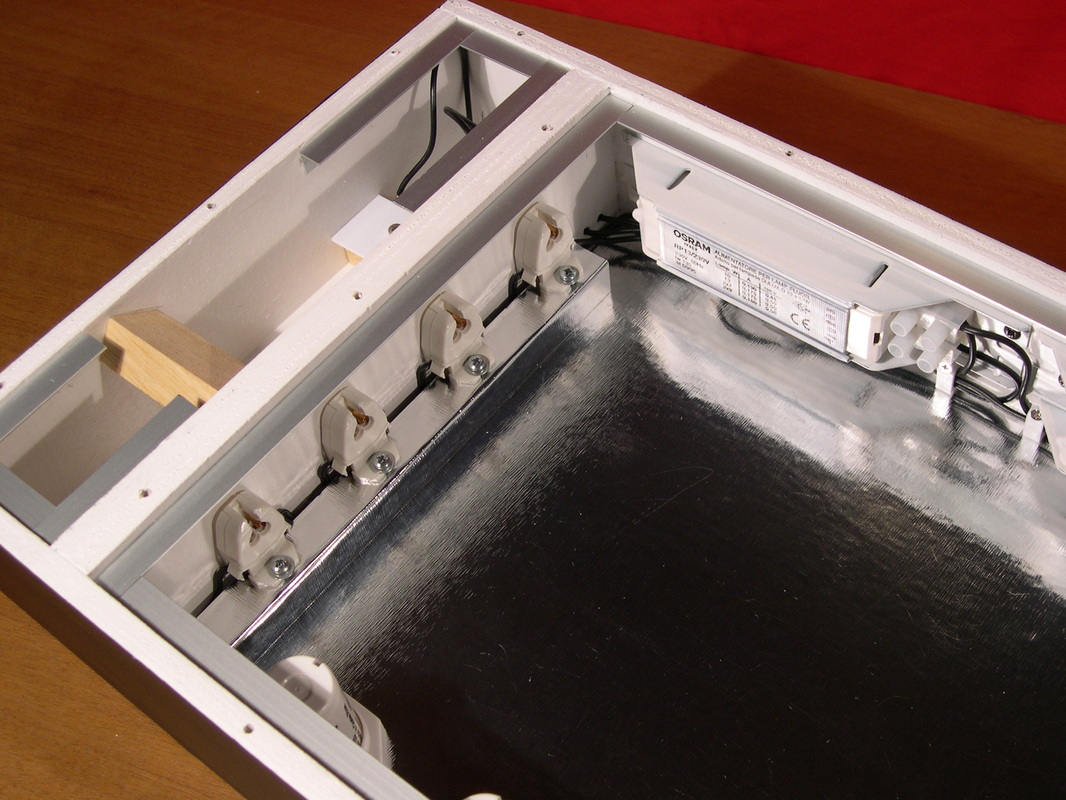
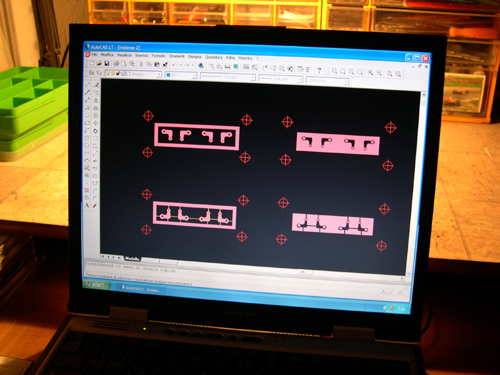
Prima di cominciare con il montaggio delle
varie componenti elettriche ed elettroniche è opportuno
realizzare un progetto dei vari collegamenti e verificare prima del montaggio
all’interno della scatola il corretto funzionamento di tutto l’insieme,
considerato che non stiamo lavorando nel settore a noi più consono e che la
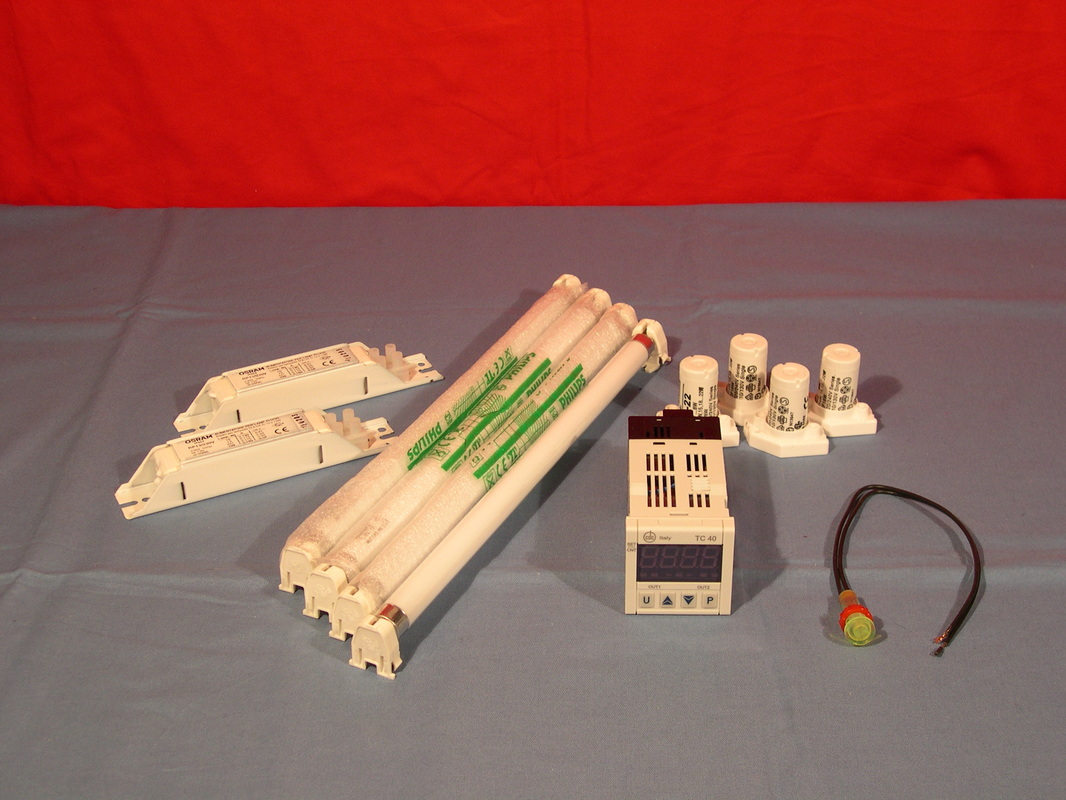
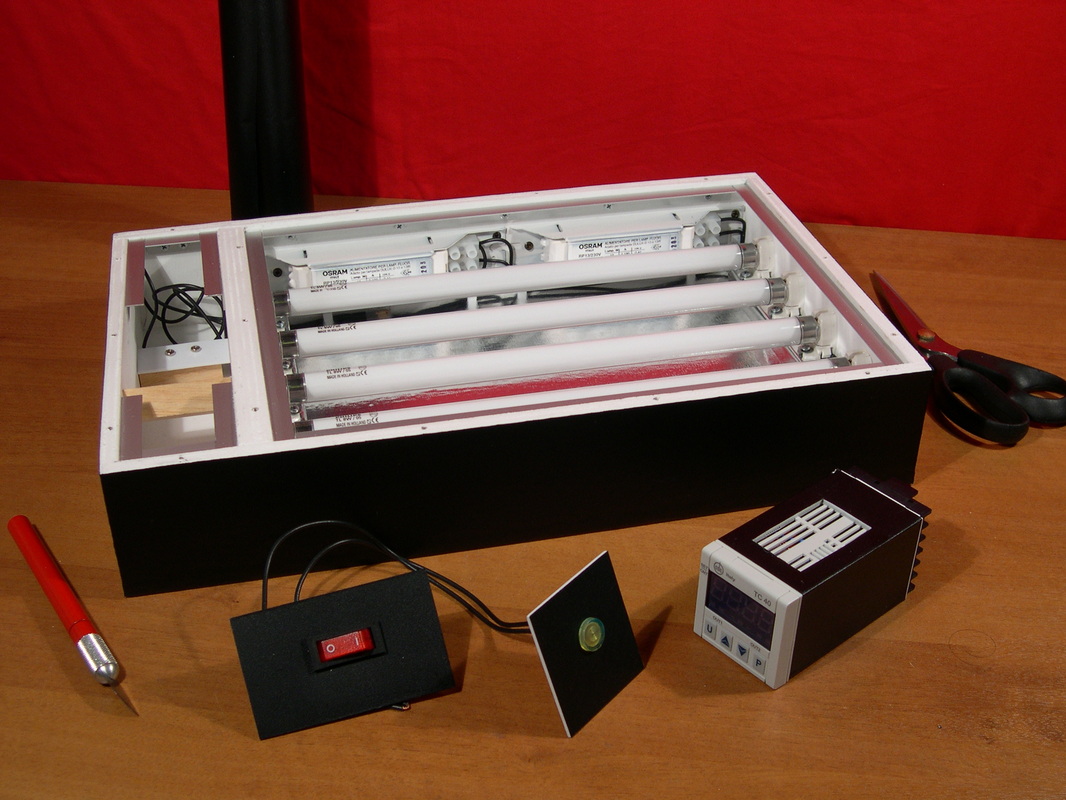
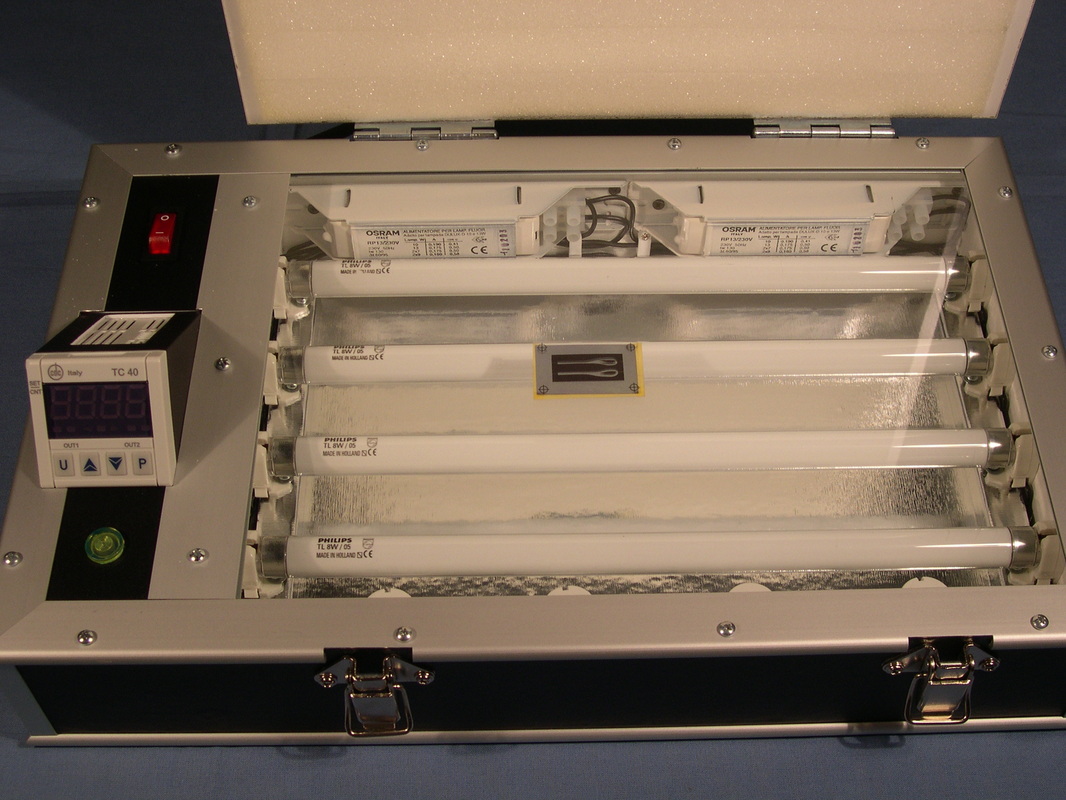
corrente elettrica richiede di essere manipolata con la dovuta cautela. I tubi
a luce ultravioletta sono i primi ad essere inseriti nella scatola con i loro
supporti, gli alimentatori e gli starter. Si tratta di tubi lunghi 28 cm. dal diametro di 1,5 cm.; la potenza è di 8 watt
ognuno e sono posti a 4,5 cm
l’uno dall’altro; i due alimentatori vengono montati entrambi sul lato
posteriore della scatola mentre i quattro starter vengono installati sulla parete
anteriore.
|
|
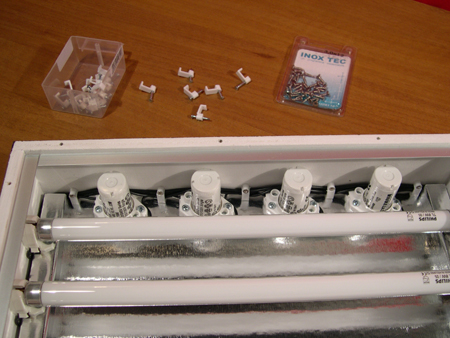
Il vano dove vengono alloggiate le quattro lampade viene rivestito nella parte inferiore con carta adesiva argentata in modo da incrementare la riflessione della luce. Allo stesso tempo si effettuano i collegamenti tra queste componenti e si riuniscono i fili elettrici con fascette fermacavi. Dall’insieme delle lampade alla fine escono solo i due fili che passano nel vano riservato ai comandi.
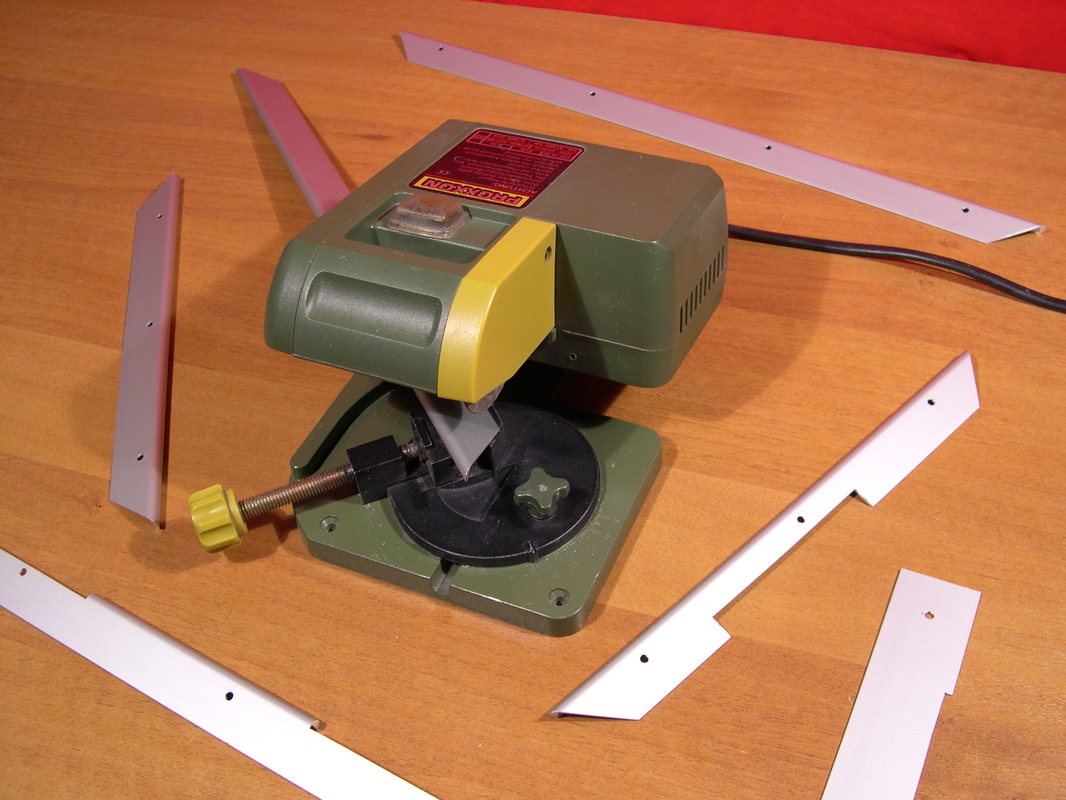
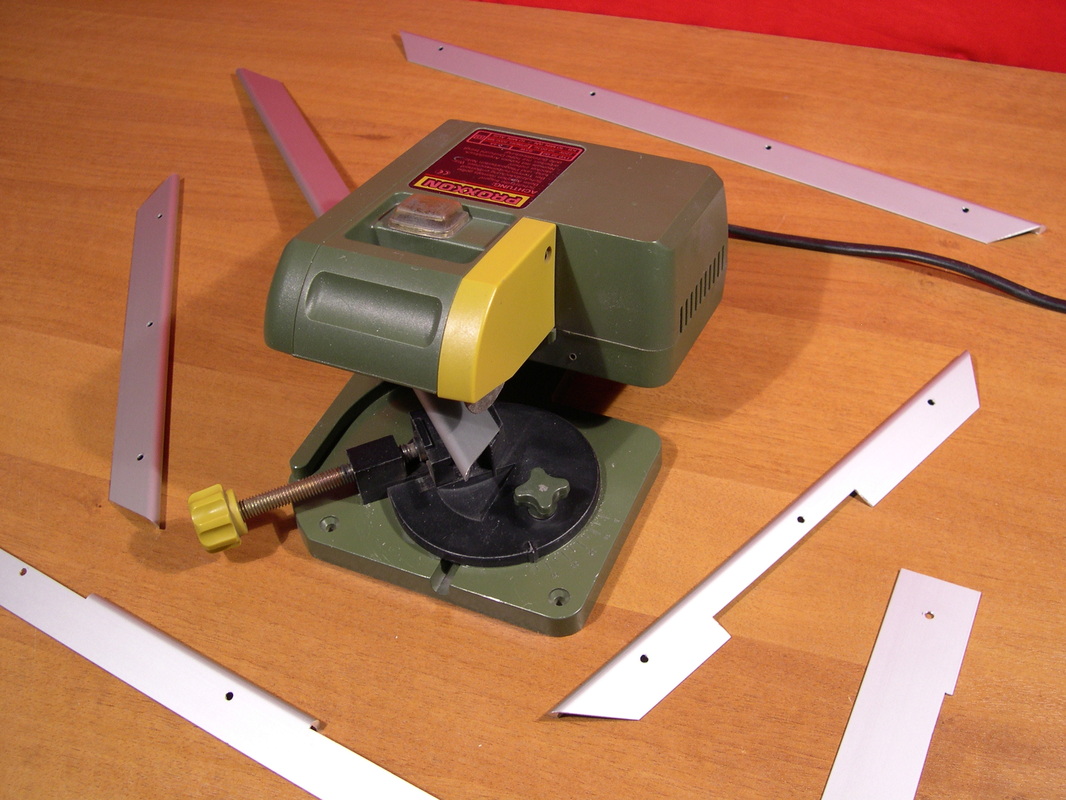
Si passa
quindi alla realizzazione dei supporti del piano in vetro e della copertura del
vano comandi. Con l’aiuto di una piccola troncatrice si tagliano alcuni
profilati a “L” in alluminio che
vengono fissati alla struttura principale con viti da legno.
|
|
Si procede tagliando il piano in vetro, spesso mm. 4, della misura di cm. 22 x 40.
Per la
copertura del vano comandi si utilizzano invece due pezzi di plasticard che
fungono anche da arresto per il temporizzatore digitale. Su uno dei due pezzi
viene installato l’interruttore principale che fornisce corrente a tutto
l’apparato mentre sull’altro si aggiunge una spia di funzionamento che segnala
l’accensione delle lampade nel vano di impressione. La parte superiore della scatola viene rifinita con altri profilati
in alluminio adeguatamente sagomati e fissati con viti da legno mentre tutte le superfici esterne vengono rivestite
con carta adesiva nera.
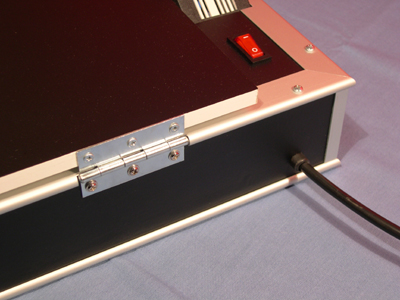
In virtù dell’assemblaggio effettuato con viti anche il bromografo può essere completamente smontato per l’eventuale sostituzione delle lampade e per la pulizia del piano in vetro. |

|
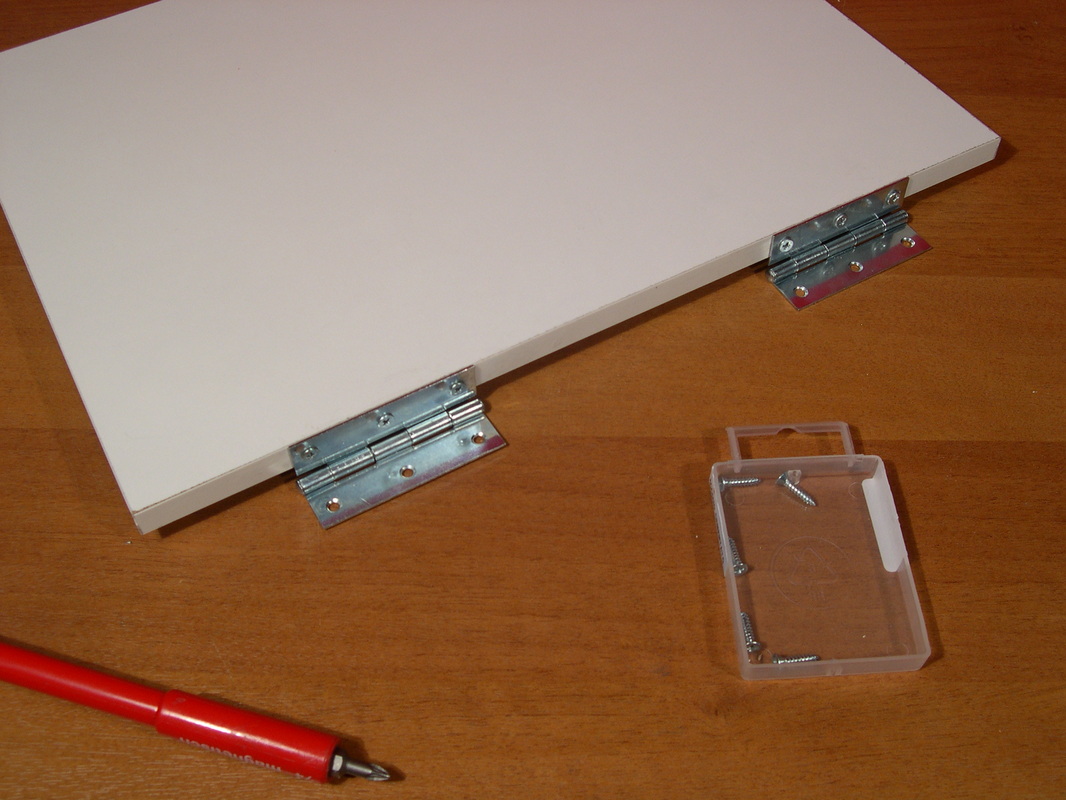
Il
coperchio è costituito da un rettangolo di legno truciolare nobilitato su tutte
le facce fissato alla scatola con due cerniere sul lato posteriore; la chiusura è invece assicurata da due
ganci a leva posti sulla parete anteriore mentre la
parte inferiore del coperchio è rivestita in gommapiuma in modo da esercitare
una certa pressione sulla lastra di metallo da impressionare quando il
coperchio è chiuso con i ganci.
|

|

|

|
L’importanza
che la lastra resti in perfetto contatto con la tasca stampata e aderisca al
piano in vetro è determinante per la corretta riuscita dell’impressione; a
questo fine sarà eventualmente opportuno aggiungere uno spessore ulteriore
sopra la lastra in modo da esercitare una pressione maggiore. Dal vano comandi
esce infine il cavo di alimentazione fissato con una guaina in gomma.
Il
bromografo è ormai completato e il
consueto collaudo si impone. Impariamo a programmare il temporizzatore,
impostiamo il tempo desiderato e, miracolosamente, tutte le luci si accendono e
si spengono dopo il tempo prefissato. Abbiamo
semplicemente costruito una “scatola che si illumina” ma quando l’accendiamo la
prima volta riusciamo lo stesso a provare un’emozione particolare!



|


Le due
attrezzature principali per realizzare le fotoincisioni sono pronte, funzionano ed hanno comportato una spesa (nel 2005)
di circa 90 euro per la vasca e di circa 150 euro per il bromografo, anche se
bisogna rilevare che dei 150 euro il temporizzatore da solo è costato 70 euro;
si sarebbe potuto utilizzare un temporizzatore analogico oppure ometterlo del
tutto, basta un interruttore e poi controllare con un orologio con i secondi
per ottenere lo stesso risultato. Tanto più che abbiamo sperimentato che i
tempi di esposizione, intorno al minuto e trenta secondi, non sono così
tassativi. La spesa complessiva si attesta quindi tra i 170 e i 240 euro a
seconda del temporizzatore utilizzato, quando per l'attrezzatura originale erano stati spesi circa 800 euro.
|
Abbiamo
anche sperimentato alternative ancora più economiche con esposizione ai raggi
solari e immersione in barattolo di vetro senza riscaldamento e aerazione, ma i
risultati raggiunti non sono mai stati così soddisfacenti come con
l’attrezzatura descritta. Molte variabili intervengono nel complicato
procedimento di realizzazione delle fotoincisioni e risulta pertanto di
fondamentale importanza fissare il maggior numero di esse
(fotosensibilizzazione, tempi di esposizione, concentrazione delle soluzioni,
tempo di sviluppo, temperatura e tempo di corrosione, …) per ridurre al massimo
le possibilità di errore, rendere il lavoro più costante nella procedura e
sicuro nei risultati.
3) Sperimentazione di un'alternativa per la fotosensibilizzazione delle lastre metalliche

Una delle variabili cui si accennava innanzi
consisteva nella fotosensibilizzazione, praticamente nella possibilità di
ottenere lastre metalliche sensibili alla luce ultravioletta. Sistemi diversi
di sensibilizzazione portano a differenze anche rilevanti nelle varie fasi di
lavorazione. Il fotoresist può essere positivo o negativo e necessita pertanto
di uno sviluppatore corrispondente. Se nella fase di sviluppo vogliamo
utilizzare la soda caustica, che si comporta come uno sviluppatore positivo, e
utilizziamo lastre ricoperte di un fotoresist negativo, dobbiamo eseguire il disegno in negativo; ciò
non rappresenta un problema di per sé ma diventa scomodo laddove si utilizzino
linee piene come parte integrante del disegno, come avviene ad esempio quando
si utilizzano linee di spessore prefissato per i supporti dei pezzi da
fotoincidere o per la realizzazione di retine sfruttando la funzione di
campitura del programma di disegno. In questa circostanza diventa quindi preferibile
disporre di lastre con fotoresist negativo, in modo da poter disegnare in
positivo. Diversi fotoresist possono inoltre comportarsi in modo difforme sia
nella fase dell’impressione che in quella dello sviluppo in funzione del loro
spessore e della resistenza che manifestano all’aggrssione dello sviluppatore.
Si capisce che poter disporre di lastre presensibilizzate con fotoresist dal
comportamento verificato e costante rappresenta un indubbio vantaggio. E’
possibile trovare ottime lastre di vari materiali e spessori sul sito tedesco www.saemann.aetztechnik.de sia
con fotoresist negativo che positivo. Su tale sito è altresì possibile reperire
tutta l’attrezzatura che abbiamo costruito oltre che al materiale di consumo.
La
possibilità di poter effettuare anche questa fase, nell’eventualità di non
poter disporre delle lastre di cui sopra, ci ha portato a sperimentare una
soluzione alternativa. In precedenza si era sperimentato il fotoresist da
elettronica in bomboletta da spruzzare sulle lastre come una vernice ma il
sistema era abbastanza difficoltoso ed i risultati poco costanti. Si rendeva
così necessaria una soluzione alternativa, trovata sul pingue catalogo del sito
americano www.micromark.com, in cui era
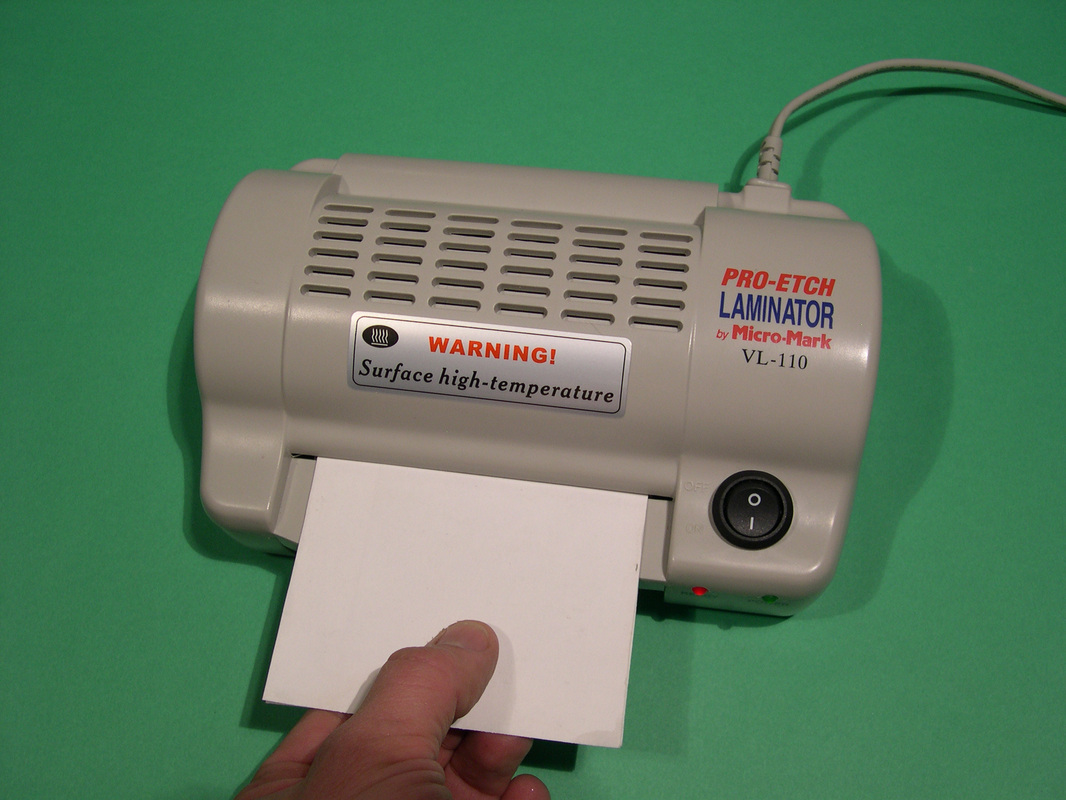
presentata un’attrezzatura per fotoincisioni piuttosto rudimentale ma che forniva una valida soluzione per la fotosensibilizzazione. Veniva utilizzata una semplice laminatrice per applicare fogli di
fotoresist alle lastre metalliche. Con
questo sistema qualsiasi lastra metallica avrebbe potuto diventare
fotosensibile e quindi utilizzabile per le fotoincisioni.
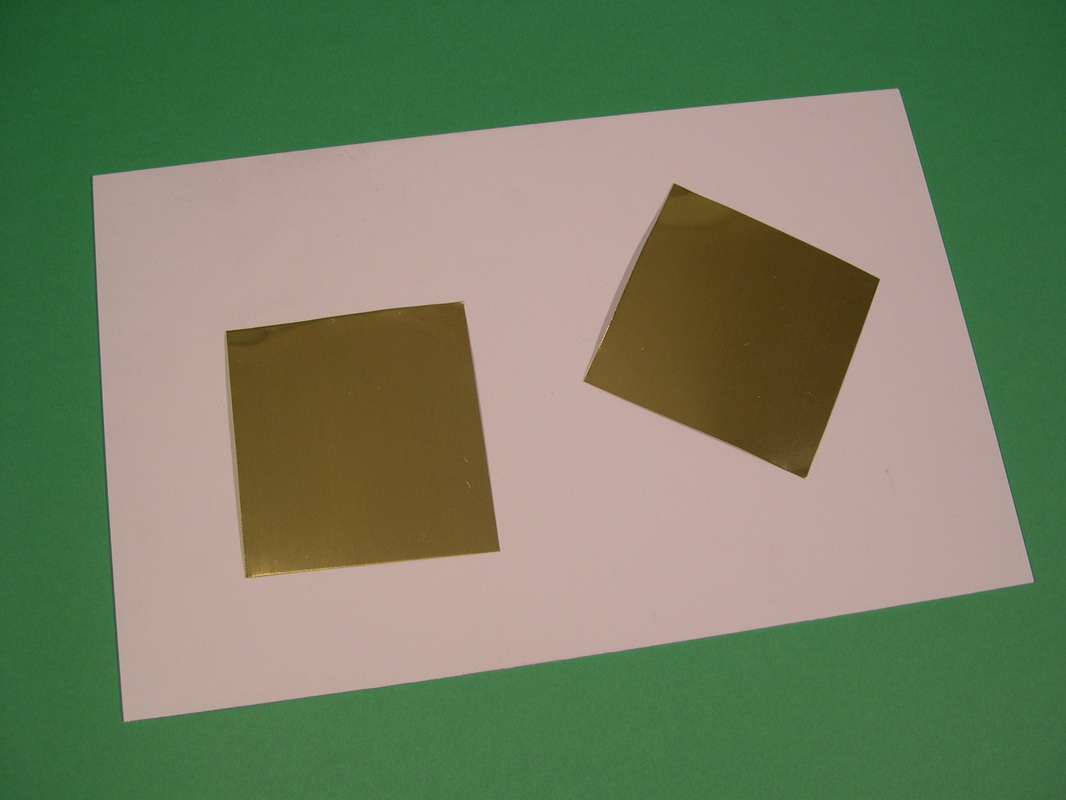
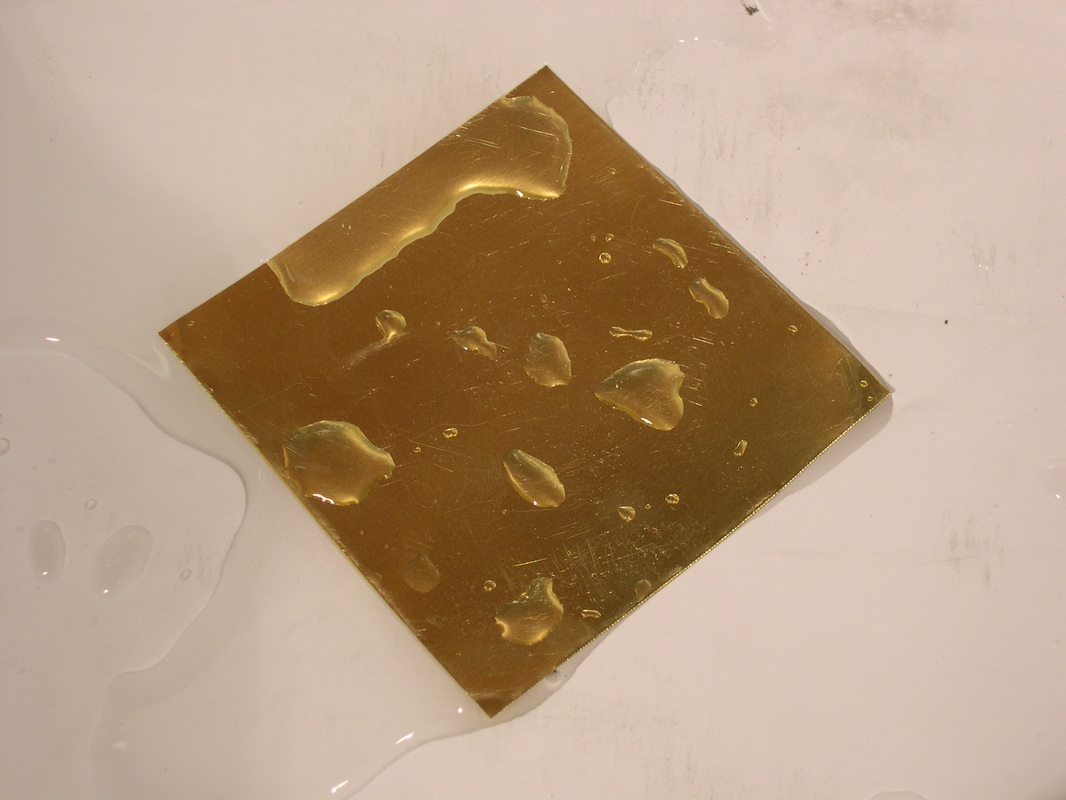
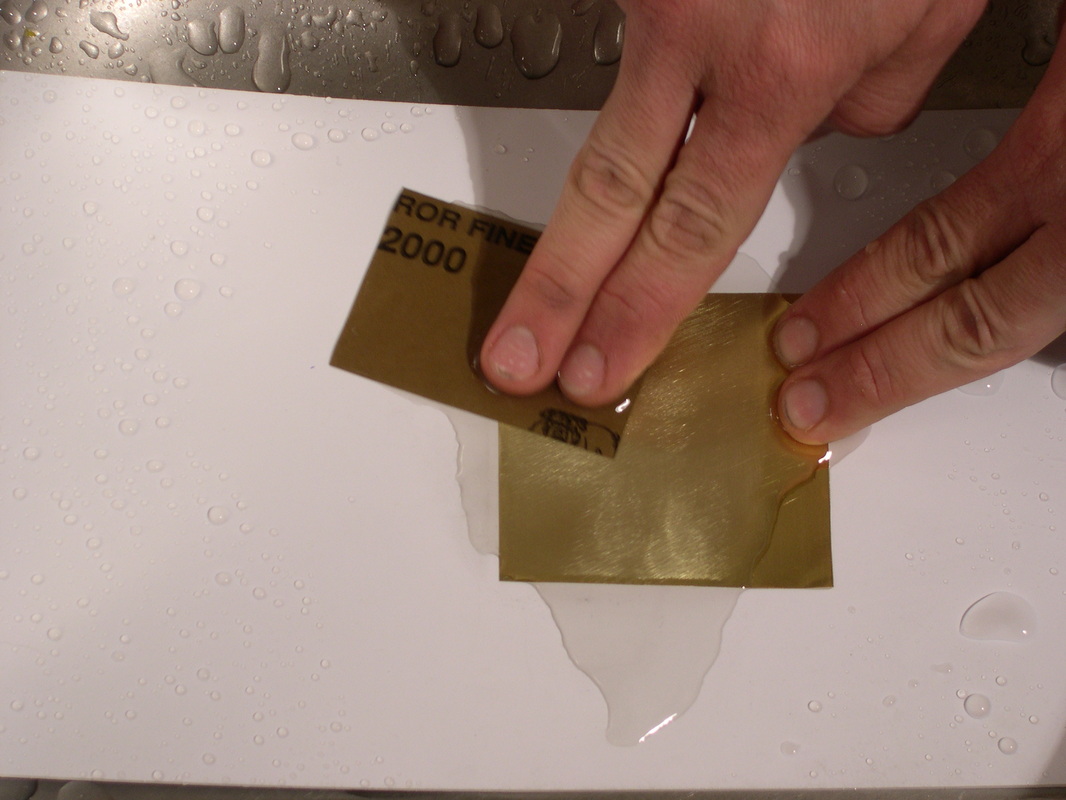
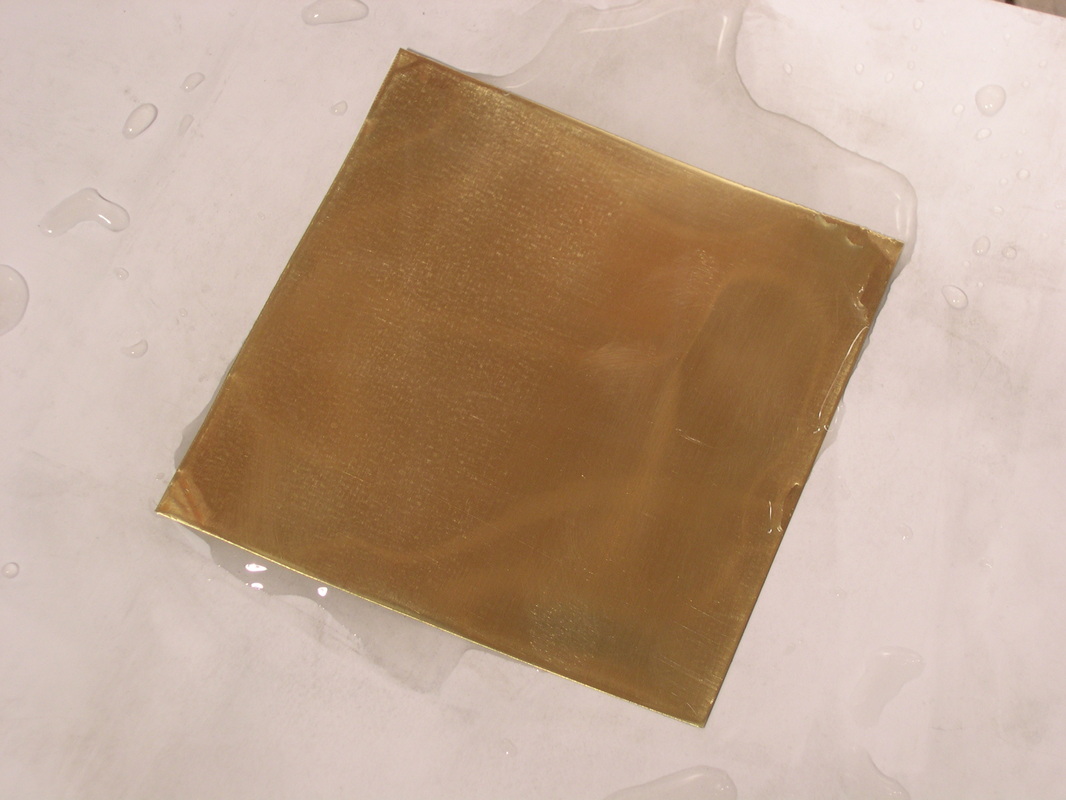
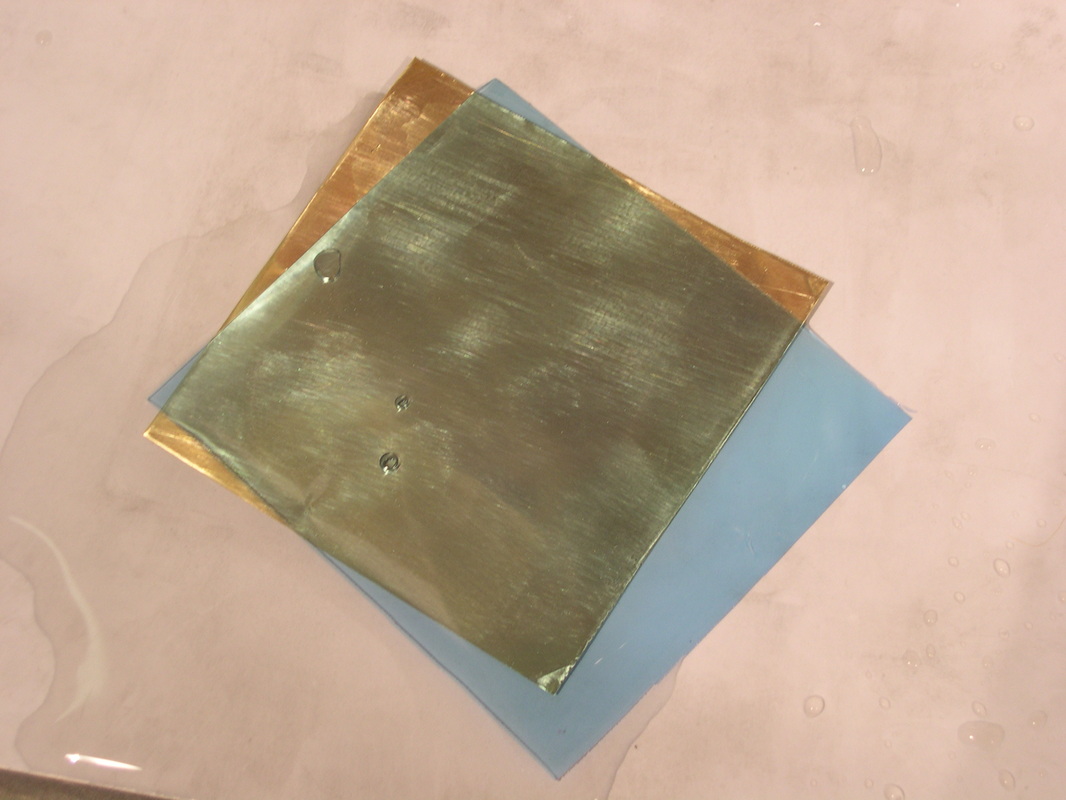
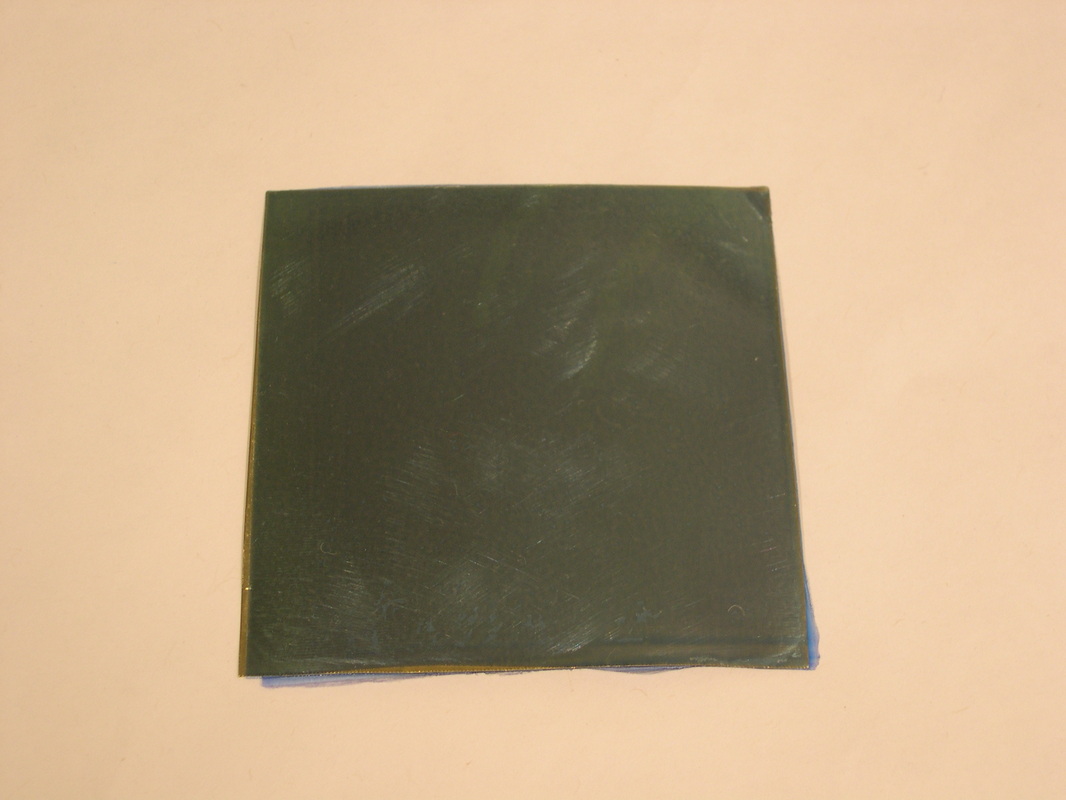
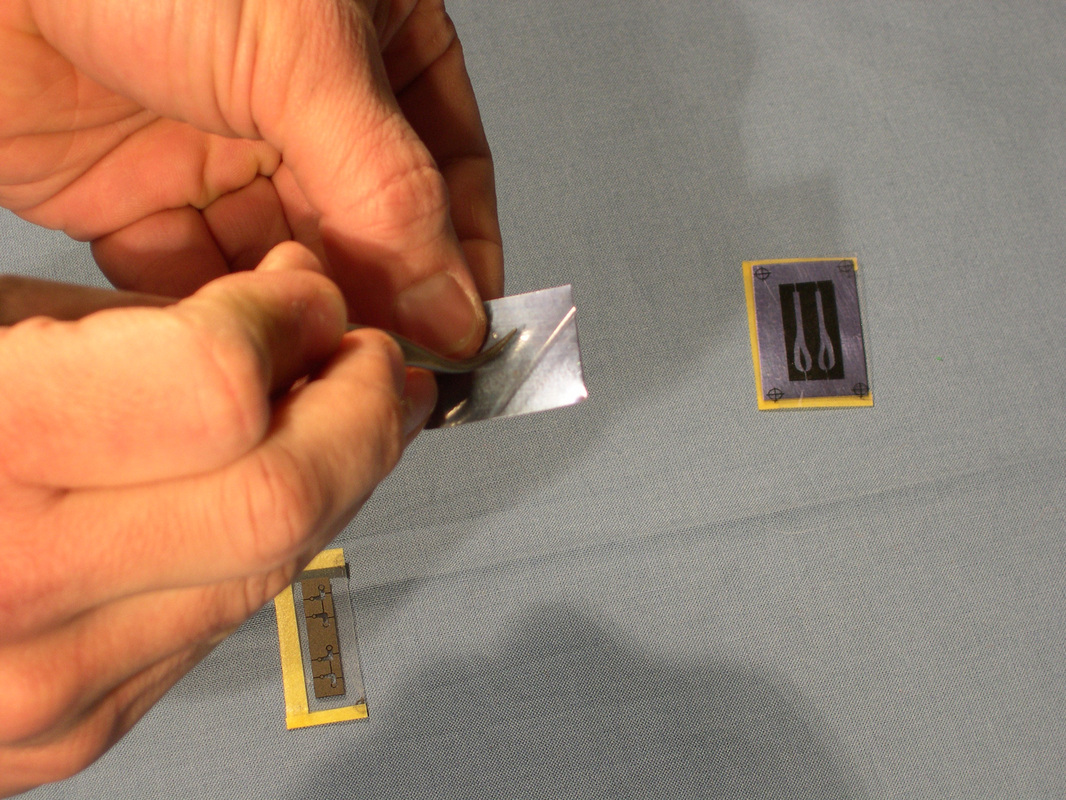
Il
procedimento di sensibilizzazione consta innanzitutto nella preparazione del
metallo: si taglia un quadrato di lamierino di ottone di 10 cm. di lato (foto 1) che deve essere perfettamente sgrassato per
mezzo di carta abrasiva finissima (foto 2);
per intenderci bagnando la lastra con acqua non devono rimanere goccioline sparse
con alcune parti asciutte (foto 3) ma deve
formarsi un velo continuo ed omogeneo su tutta la superficie (foto 4).
1
3
|
2
4
|
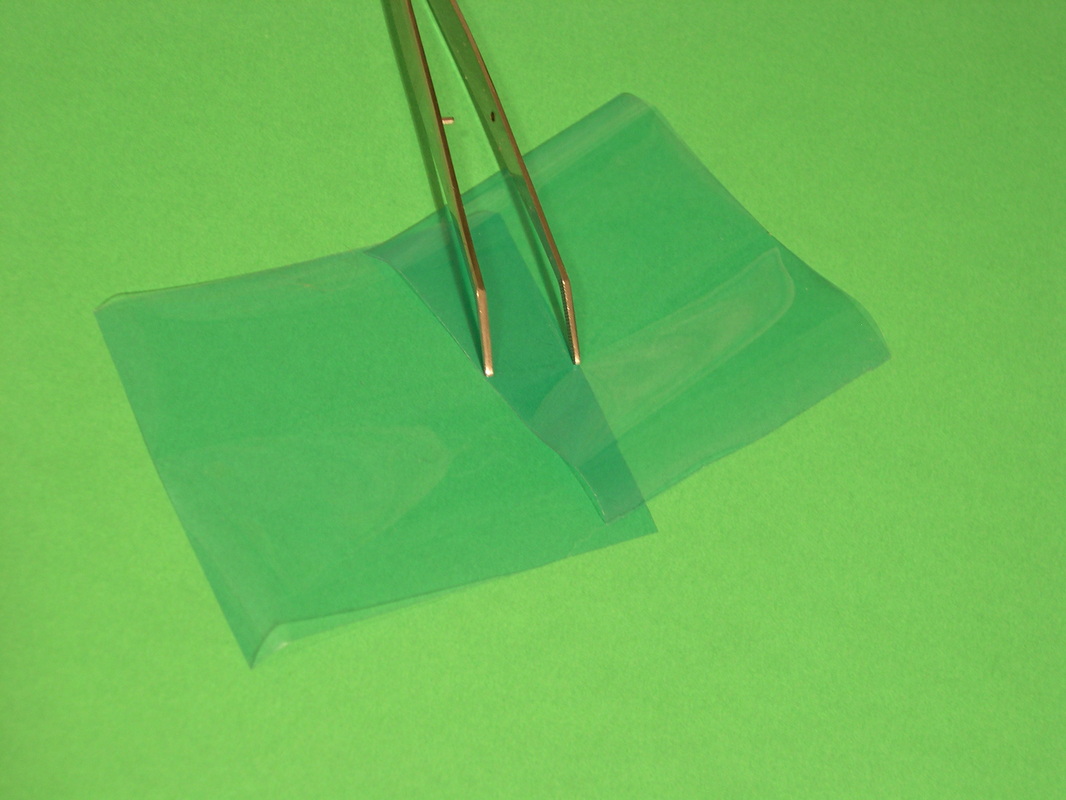
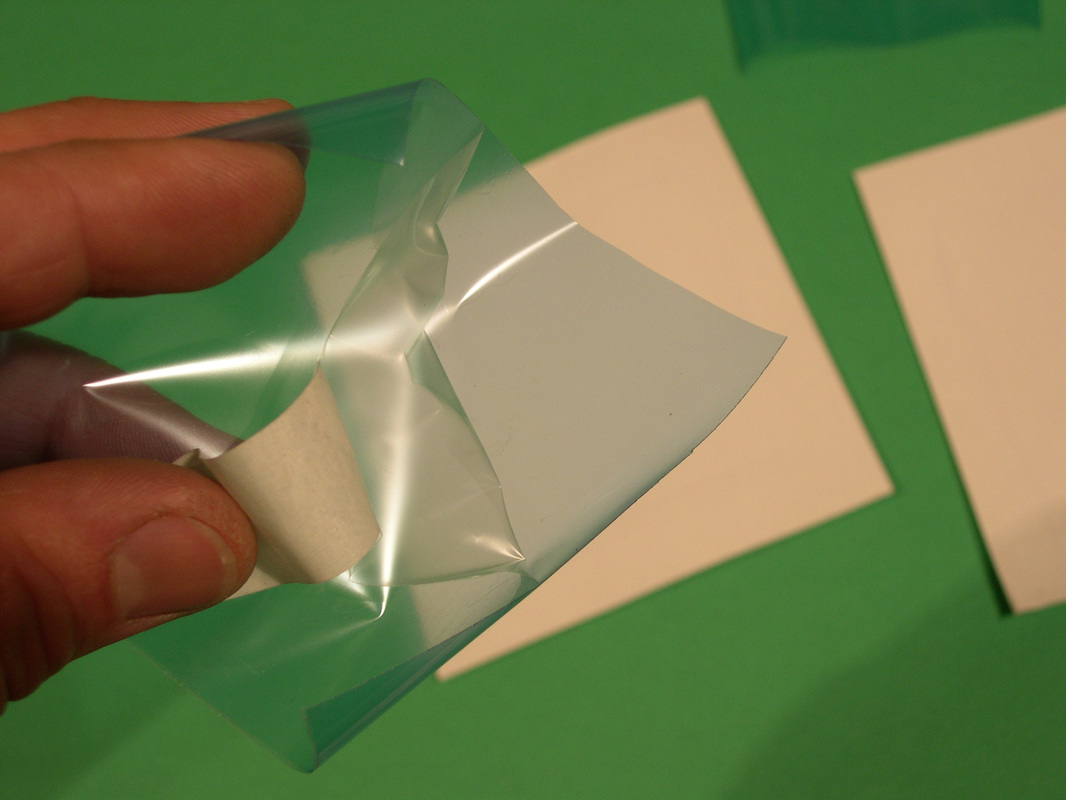
Successivamente
si tagliano due pezzi di fotoresist (foto 5) dal rotolo che viene fornito nella confezione della stessa dimensione del
metallo, si asporta la pellicola protettiva dal lato concavo (foto 6) e si applicano i due pezzi di
fotoresist sui due lati della lastra metallica ancora bagnata in modo da
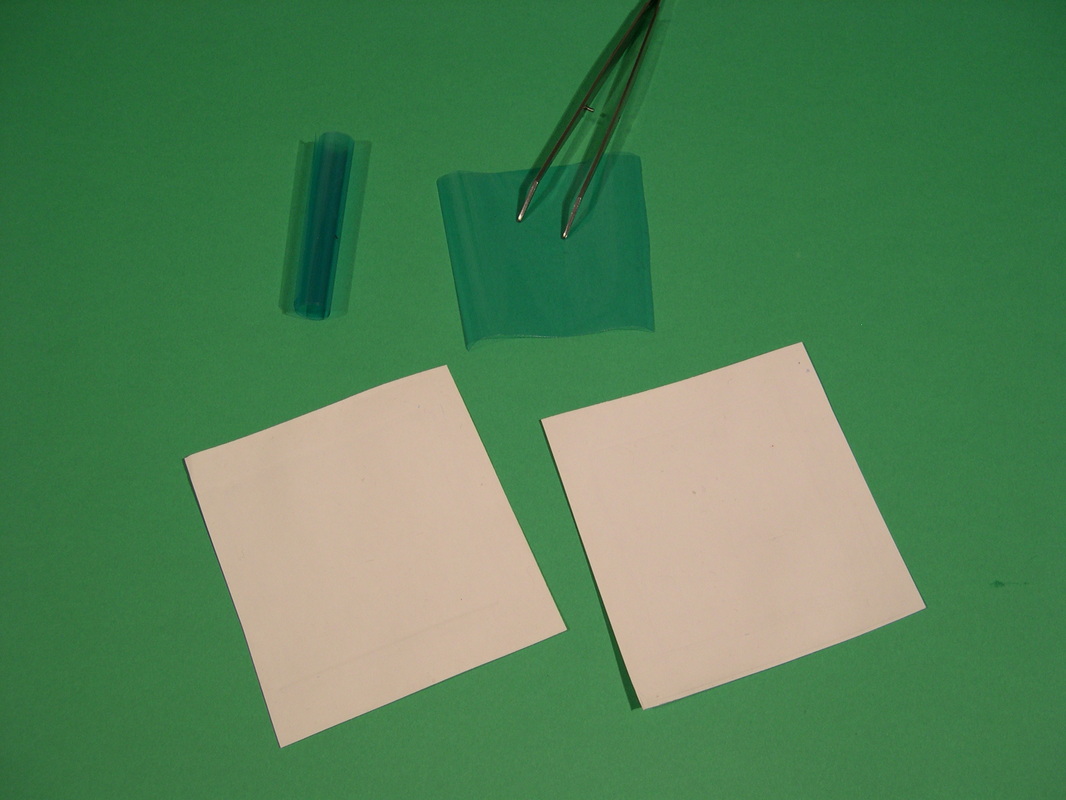
poterli mettere in posizione corretta facendoli scivolare sul metallo (foto 7). Evidentemente si applicherà il fotoresist
da entrambe le parti se si vuole ottenere una corrosione passante o disegni
diversi sui lati opposti. Nel caso in cui si desideri ottenere un disegno in
rilievo solo da una parte, come nel caso delle targhette “Lilliput” viste in
precedenza, sarà sufficiente sensibilizzare un solo lato della lastra
metallica. E’ ora necessario tagliare due pezzi di cartoncino sottile un poco
più grandi della lastra metallica (foto 8) che
serviranno ad accoglierla per proteggerla durante la laminazione (foto 9).
5
7
|
6
8
|
9
|
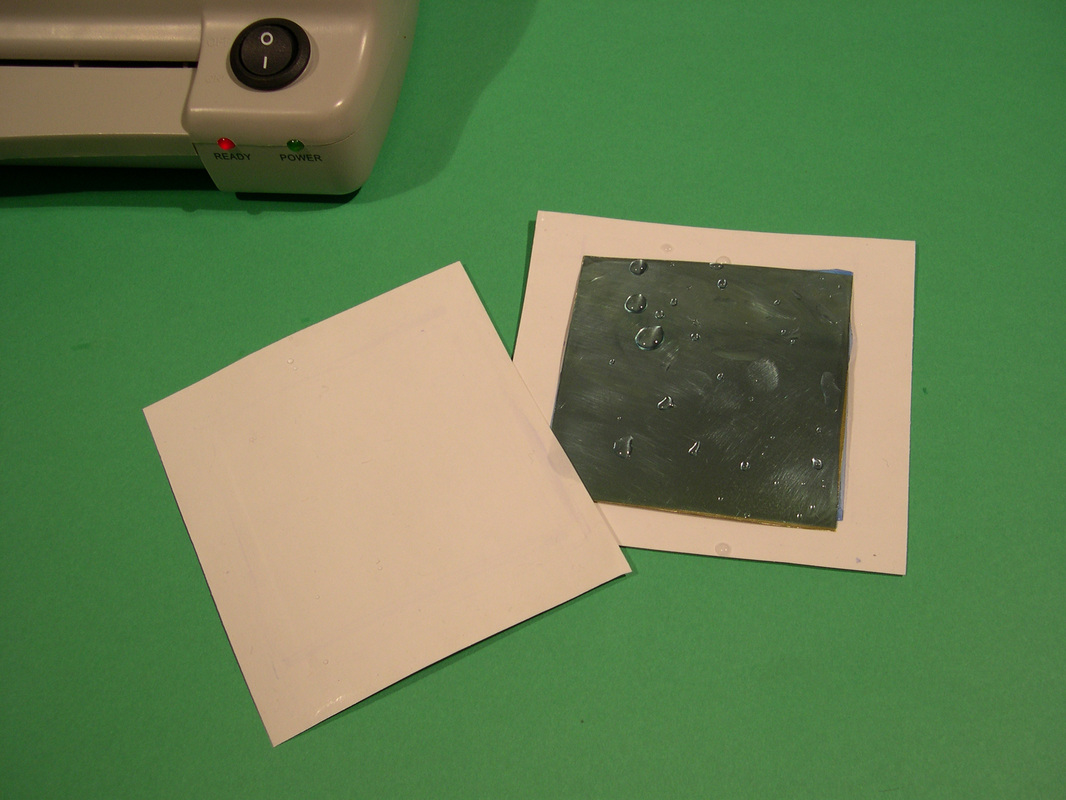
La
preparazione è compleata e si procede all’inserimento della lastra nella
laminatrice (foto 10). Una
passata in un senso, si gira la lastra di 90° e si procede ad un secondo
passaggio nella laminatrice. Ecco la nostra lastra di ottone con il fotoresist
applicato su entrambi i lati pronta per essere impressionata (foto 11).
10
|
11
|
4) Verifica del procedimento di fotoincisione
Siamo ora
in possesso degli elementi per verificare il funzionamento di tutte le
attrezzature e di tutte le tecniche insieme, passando attraverso le varie fasi
del processo di realizzazione delle fotoincisioni.
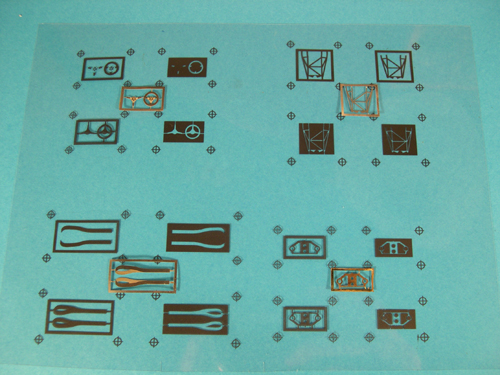
a)
disegno
Al fine di sperimentare le lastre presensibilizzate così come quelle preparate con la laminatrice le campiture dei disegni vengono eseguite sia in positivo che in negativo. Particolari problemi non si presentano se non, come anticipato, nell’impossibilità di servirsi di singole linee per disegnare elementi dalla larghezza prefissata; ciò costringe a disegnare anche le linguette metalliche che andranno a sorreggere il pezzo da incidere.
Al fine di sperimentare le lastre presensibilizzate così come quelle preparate con la laminatrice le campiture dei disegni vengono eseguite sia in positivo che in negativo. Particolari problemi non si presentano se non, come anticipato, nell’impossibilità di servirsi di singole linee per disegnare elementi dalla larghezza prefissata; ciò costringe a disegnare anche le linguette metalliche che andranno a sorreggere il pezzo da incidere.
b)
stampa
La stampa viene eseguita sia con stampante laser sia con plotter e stampante a getto d’inchiostro. Si prova inoltre a stampare i disegni sia su pellicola trasparente sia sul lucido da disegno, con ottimi risultati. Da quanto osservato si evidenzia che il plotter permette di ottenere la migliore qualità di stampa, anche rispetto ad una stampante laser; questo sia in termini di definizione dei confini del disegno che di copertura. Per quanto riguarda il tipo di supporto su cui realizzare la stampa si ritiene di preferire il lucido da disegno che, seppur meno trasparente, non impedisce un ottimale trasferimento dell’immagine, garantisce all’inchiostro una migliore presa rispetto alla pellicola trasparente e costa anche di meno.
La stampa viene eseguita sia con stampante laser sia con plotter e stampante a getto d’inchiostro. Si prova inoltre a stampare i disegni sia su pellicola trasparente sia sul lucido da disegno, con ottimi risultati. Da quanto osservato si evidenzia che il plotter permette di ottenere la migliore qualità di stampa, anche rispetto ad una stampante laser; questo sia in termini di definizione dei confini del disegno che di copertura. Per quanto riguarda il tipo di supporto su cui realizzare la stampa si ritiene di preferire il lucido da disegno che, seppur meno trasparente, non impedisce un ottimale trasferimento dell’immagine, garantisce all’inchiostro una migliore presa rispetto alla pellicola trasparente e costa anche di meno.
c)
impressione
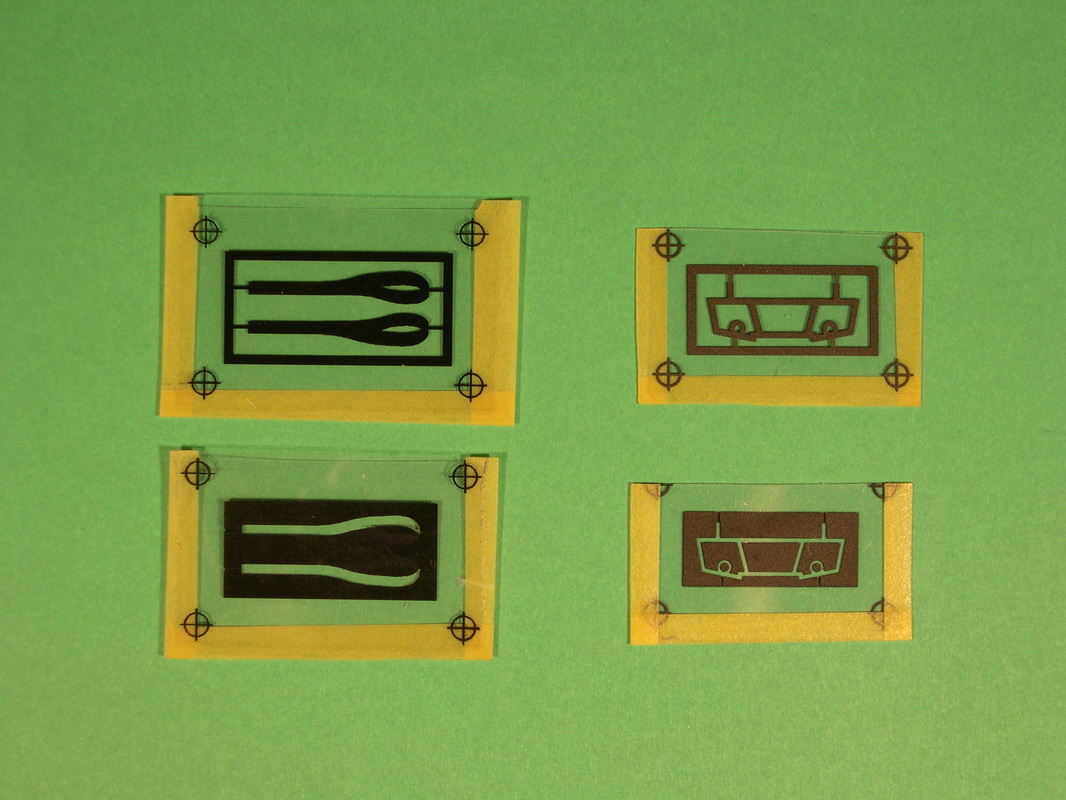
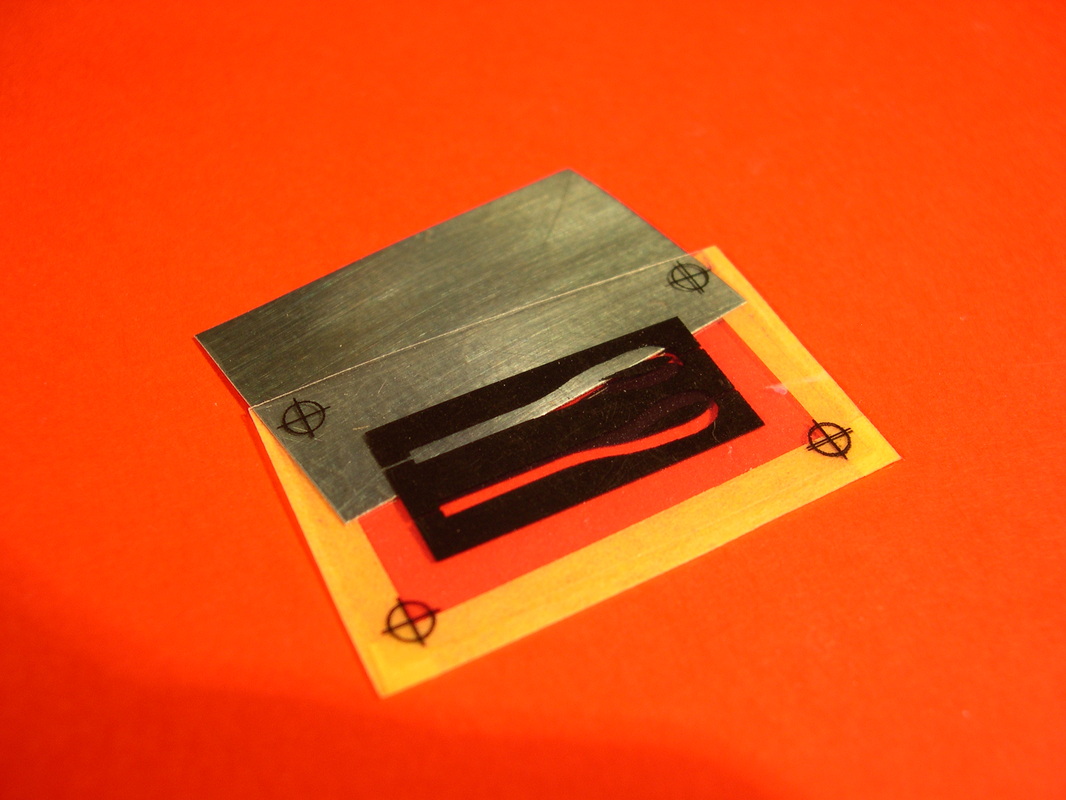
Il primo passo consiste nella realizzazione delle “tasche” che dovranno ospitare le lastre. Le due facce opposte del disegno possono essere sovrapposte con l’aiuto del bromografo per creare una sorgente luminosa utile ad ottenere un corretto allineamento. Fissate con nastro adesivo (foto 1) si lascia aperto uno dei lati più lunghi per rendere più agevole l’inserimento della lastra (foto 2). A questo punto è possibile procedere all’impressione vera e propria con il posizionamento della “busta” nel bromografo (foto 3). Il tempo di esposizione è di circa 70-90 secondi per ogni lato ed è sostanzialmente analogo per entrambi i tipi di lastre, quelle presensibilizzate e quelle con il fotoresist applicato con la laminatrice. Per quanto riguarda queste ultime il disegno diventa molto evidente già dopo questa fase (foto 4) a differenza di quelle presensibilizzate che mostrano il disegno solo dopo lo sviluppo.
Il primo passo consiste nella realizzazione delle “tasche” che dovranno ospitare le lastre. Le due facce opposte del disegno possono essere sovrapposte con l’aiuto del bromografo per creare una sorgente luminosa utile ad ottenere un corretto allineamento. Fissate con nastro adesivo (foto 1) si lascia aperto uno dei lati più lunghi per rendere più agevole l’inserimento della lastra (foto 2). A questo punto è possibile procedere all’impressione vera e propria con il posizionamento della “busta” nel bromografo (foto 3). Il tempo di esposizione è di circa 70-90 secondi per ogni lato ed è sostanzialmente analogo per entrambi i tipi di lastre, quelle presensibilizzate e quelle con il fotoresist applicato con la laminatrice. Per quanto riguarda queste ultime il disegno diventa molto evidente già dopo questa fase (foto 4) a differenza di quelle presensibilizzate che mostrano il disegno solo dopo lo sviluppo.
1
3
|
2
4
|
d)
sviluppo
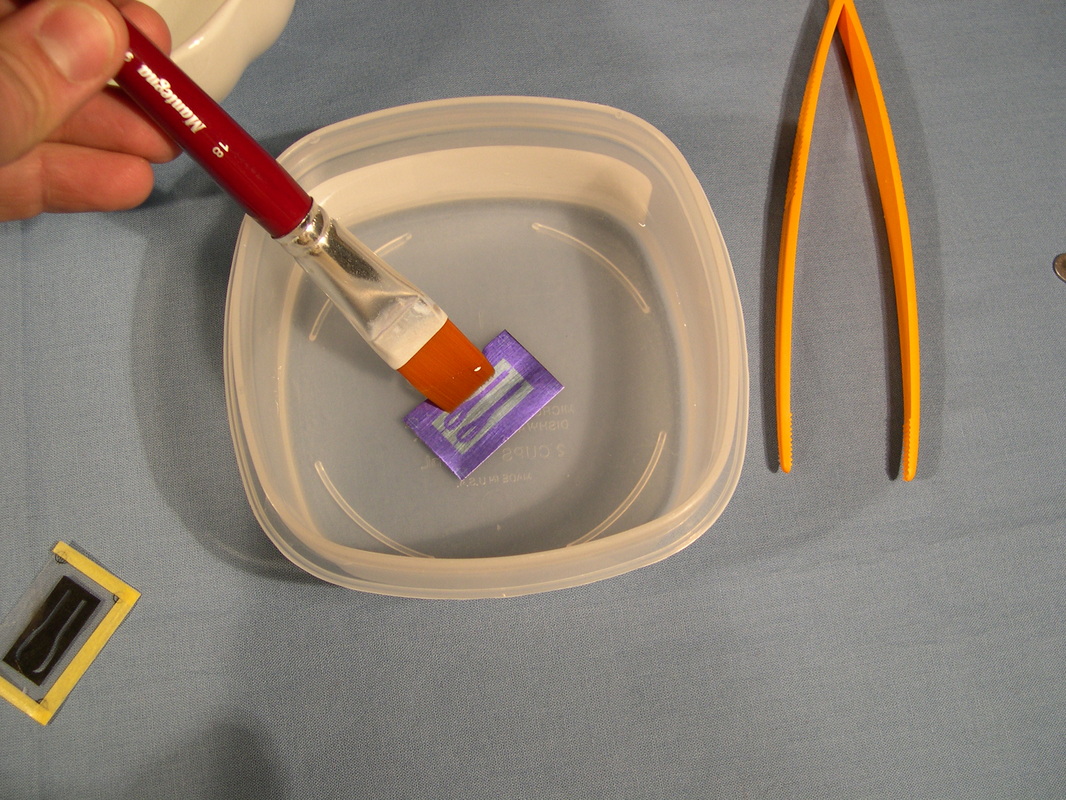
La polvere in bustina prodotta da Saemann funziona egregiamente anche se si può utilizzare come ottima alternativa la soluzione con soda caustica in acqua nella proporzione approssimativa di 10 grammi per litro (foto 5). Per quanto riguarda le lastre che abbiamo laminato bisogna ricordarsi a questo punto di asportare la seconda pellicola protettiva (foto 6). Ora possiamo immergere le lastre nella soluzione per lo sviluppo (foto 7). Le lastre presensibilizzate verranno lasciate in immersione anche 20-30 secondi e poi spazzolate con pennello morbido senza toglierle dalla soluzione fino a che il fotoresist non sia completamente asportato dalle superfici da corrodere e quindi immerse in acqua per arrestare lo sviluppo. Quelle trattate con la laminatrice devono essere immerse per poco tempo (circa 10 secondi) pena lo scioglimento del fotoresist che deve rimanere a proteggere il metallo che non dovrà essere asportato; vanno quindi tolte dalla soluzione, immerse in acqua e spennellate fino a che non diventino ben lucide nelle parti che dovranno essere corrose.
La polvere in bustina prodotta da Saemann funziona egregiamente anche se si può utilizzare come ottima alternativa la soluzione con soda caustica in acqua nella proporzione approssimativa di 10 grammi per litro (foto 5). Per quanto riguarda le lastre che abbiamo laminato bisogna ricordarsi a questo punto di asportare la seconda pellicola protettiva (foto 6). Ora possiamo immergere le lastre nella soluzione per lo sviluppo (foto 7). Le lastre presensibilizzate verranno lasciate in immersione anche 20-30 secondi e poi spazzolate con pennello morbido senza toglierle dalla soluzione fino a che il fotoresist non sia completamente asportato dalle superfici da corrodere e quindi immerse in acqua per arrestare lo sviluppo. Quelle trattate con la laminatrice devono essere immerse per poco tempo (circa 10 secondi) pena lo scioglimento del fotoresist che deve rimanere a proteggere il metallo che non dovrà essere asportato; vanno quindi tolte dalla soluzione, immerse in acqua e spennellate fino a che non diventino ben lucide nelle parti che dovranno essere corrose.

5
|
6
|
7
|
e)
corrosione
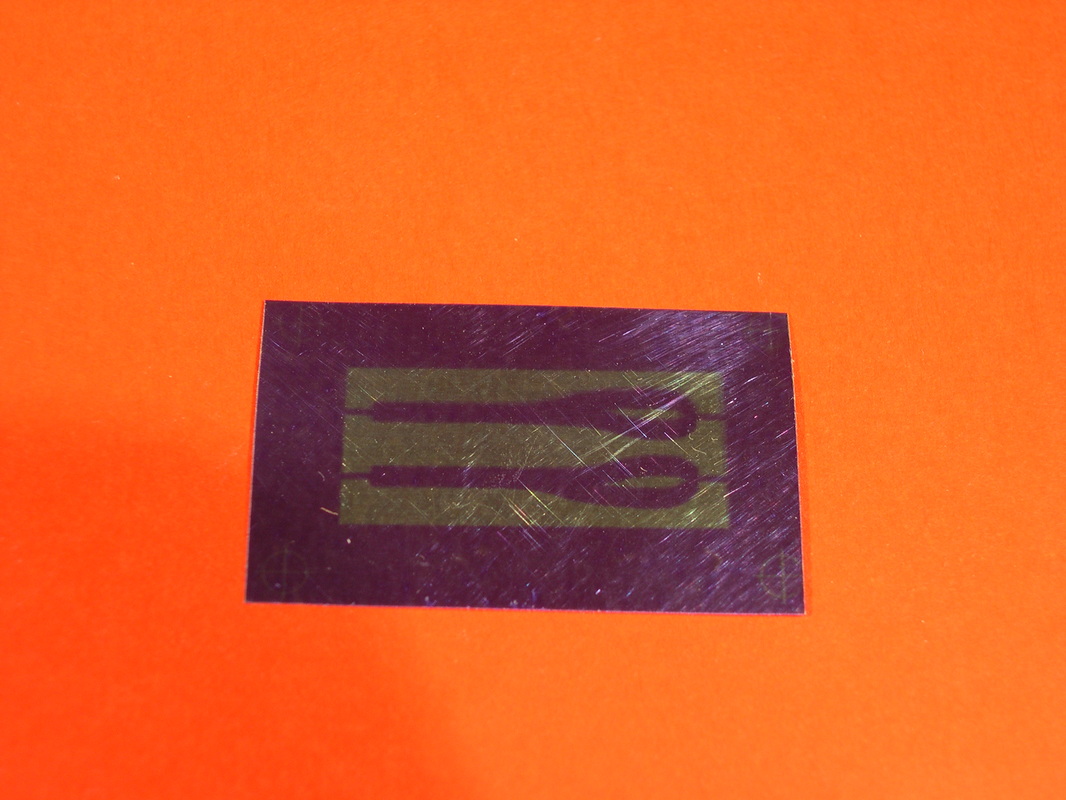
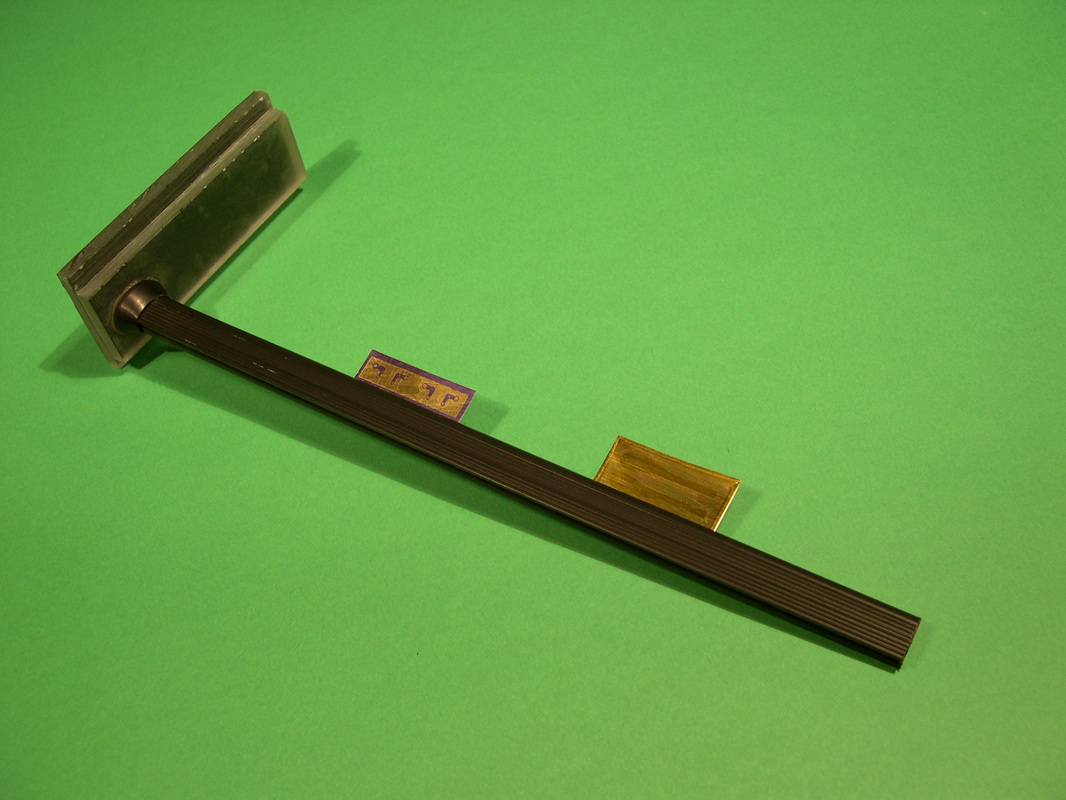
Le lastrine sono pronte per il gran finale dell’immersione nella vasca per la corrosione e vengono inserite nel supporto (quello realizzato con la cornice da poster (foto 8)). Nella vasca c’è una soluzione di persolfato di sodio nella proporzione di 300 grammi circa per un litro d’acqua, temperatura tra 45° e 50° e dopo un tempo che può variare da circa 15 fino a 45 minuti (a seconda dello spessore delle lastre e della saturazione della soluzione corrosiva che aumenta dopo ogni utilizzo) il lavoro è compiuto (foto da 9 a 13).
Le lastrine sono pronte per il gran finale dell’immersione nella vasca per la corrosione e vengono inserite nel supporto (quello realizzato con la cornice da poster (foto 8)). Nella vasca c’è una soluzione di persolfato di sodio nella proporzione di 300 grammi circa per un litro d’acqua, temperatura tra 45° e 50° e dopo un tempo che può variare da circa 15 fino a 45 minuti (a seconda dello spessore delle lastre e della saturazione della soluzione corrosiva che aumenta dopo ogni utilizzo) il lavoro è compiuto (foto da 9 a 13).
8
|
9
|
10
|

11
|

12
|
13
|
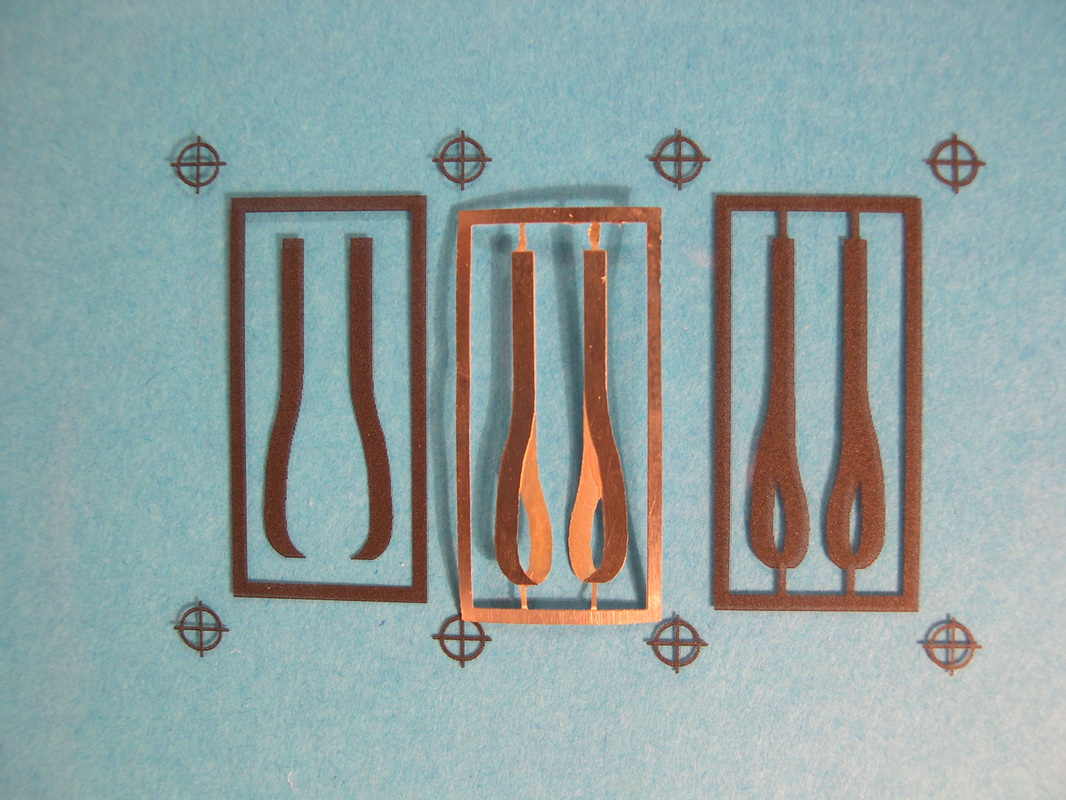
I risultati ottenuti sono davvero soddisfacenti (foto 14 e 15) anche se bisogna rilevare che i pezzi ottenuti con le lastre laminate consentono una definizione meno spinta rispetto a quelli ricavati dalle lastre presensibilizzate. Con queste ultime a volte si sono ottenuti dettagli fino a 0,15 mm. mentre con le lastre laminate è difficile scendere sotto la misura di 0,3 mm.. Ciò si verifica probabilmente a causa dello spessore del fotoresist in rotolo impiegato per la laminazione che non permette un trasferimento ottimale dei dettagli più piccoli dal disegno alla lastra. Sulle lastre presensibilizzate il fotoresist, applicato con tecnologia industriale, presenta uno spessore davvero trascurabile con grandi vantaggi per la lavorazione dei particolari più miniaturizzati.

14
|
15
|
